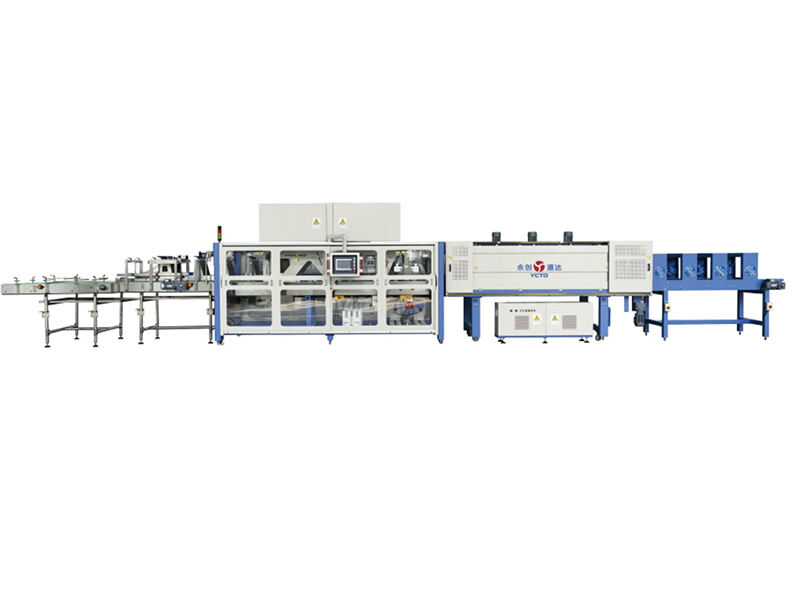
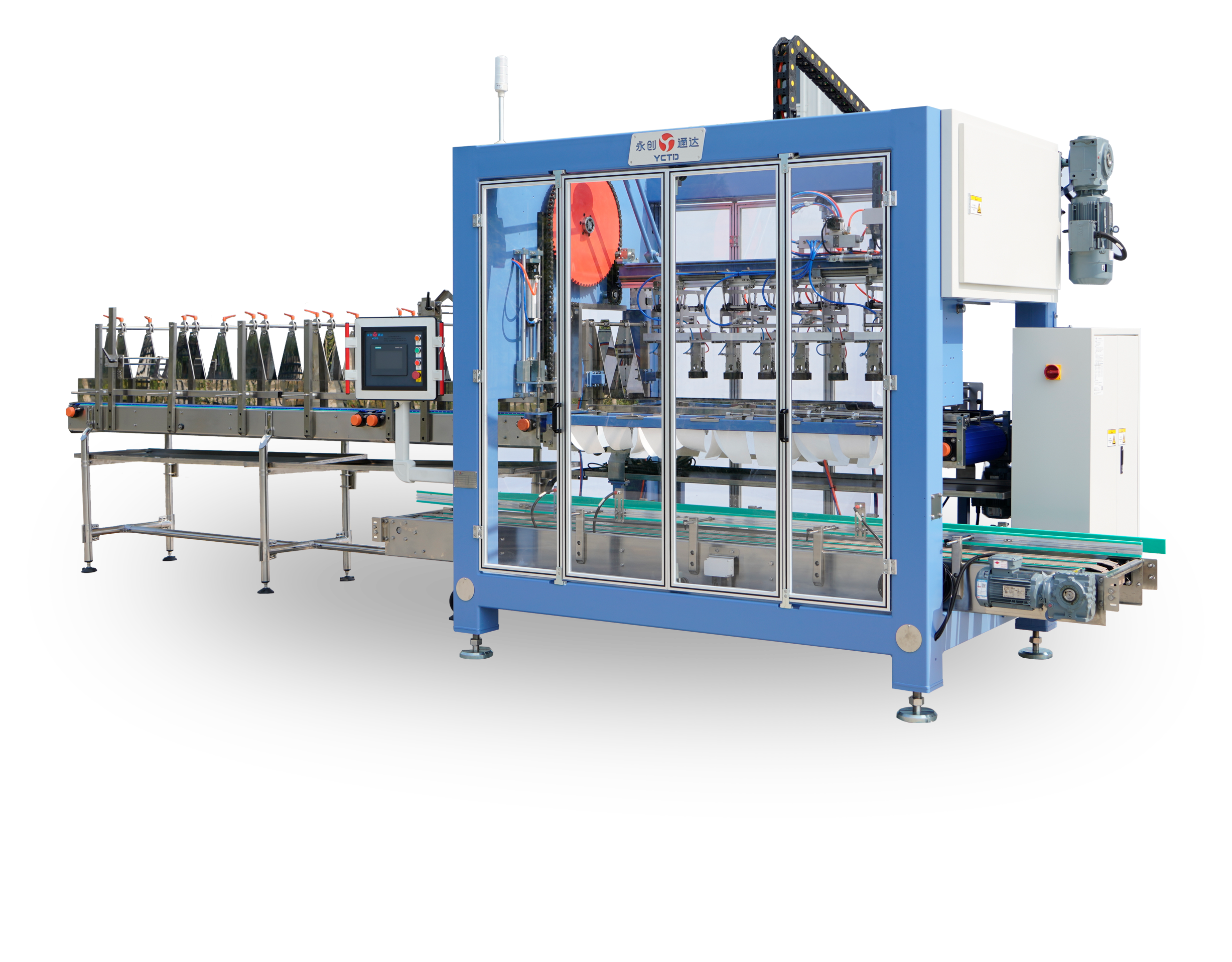
cartoner packaging machine
A cartoner packaging machine represents a sophisticated automated solution designed to efficiently package products into cartons or boxes with precision and speed. This advanced equipment serves as the backbone of modern packaging operations, transforming loose products into neatly organized, shelf-ready packages. The cartoner packaging machine integrates cutting-edge technology with robust mechanical components to deliver consistent, high-quality packaging results across diverse industries. At its core, the cartoner packaging machine performs multiple critical functions including product feeding, carton forming, product insertion, and sealing operations. The machine begins by automatically feeding empty carton blanks from a magazine system, then precisely opens and forms these blanks into proper box shapes. Through sophisticated mechanical arms and conveyor systems, products are carefully positioned and inserted into the formed cartons. The sealing process follows, where adhesive application or mechanical closure systems secure the packages. Advanced cartoner packaging machines feature programmable logic controllers that manage timing, positioning, and quality control parameters. These systems incorporate servo motors for precise movement control, ensuring accurate product placement and consistent carton formation. Vision systems and sensors monitor the entire process, detecting potential issues and maintaining quality standards. Temperature and humidity controls optimize adhesive performance, while variable speed drives allow operators to adjust production rates based on specific requirements. The technological features of modern cartoner packaging machines include touchscreen interfaces for intuitive operation, recipe storage capabilities for quick product changeovers, and integrated safety systems that protect operators. Remote monitoring capabilities enable real-time performance tracking and predictive maintenance scheduling. Applications span pharmaceuticals, food and beverage, cosmetics, consumer goods, and industrial products. In pharmaceutical settings, cartoner packaging machines handle tablets, vials, and medical devices with strict regulatory compliance. Food industry applications include cereals, snacks, frozen products, and beverages. Cosmetic manufacturers rely on these machines for packaging creams, perfumes, and personal care items, while consumer goods companies use them for household products, electronics, and retail merchandise.