industrial shrink wrap
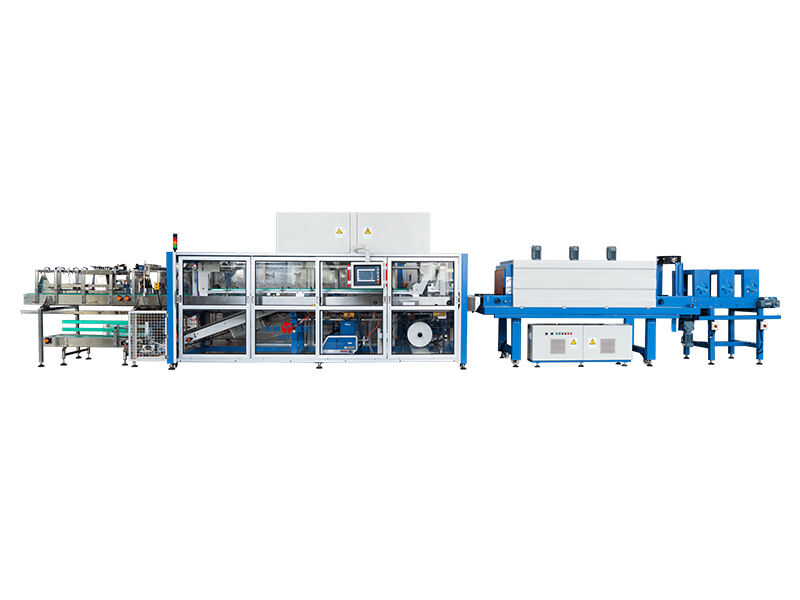
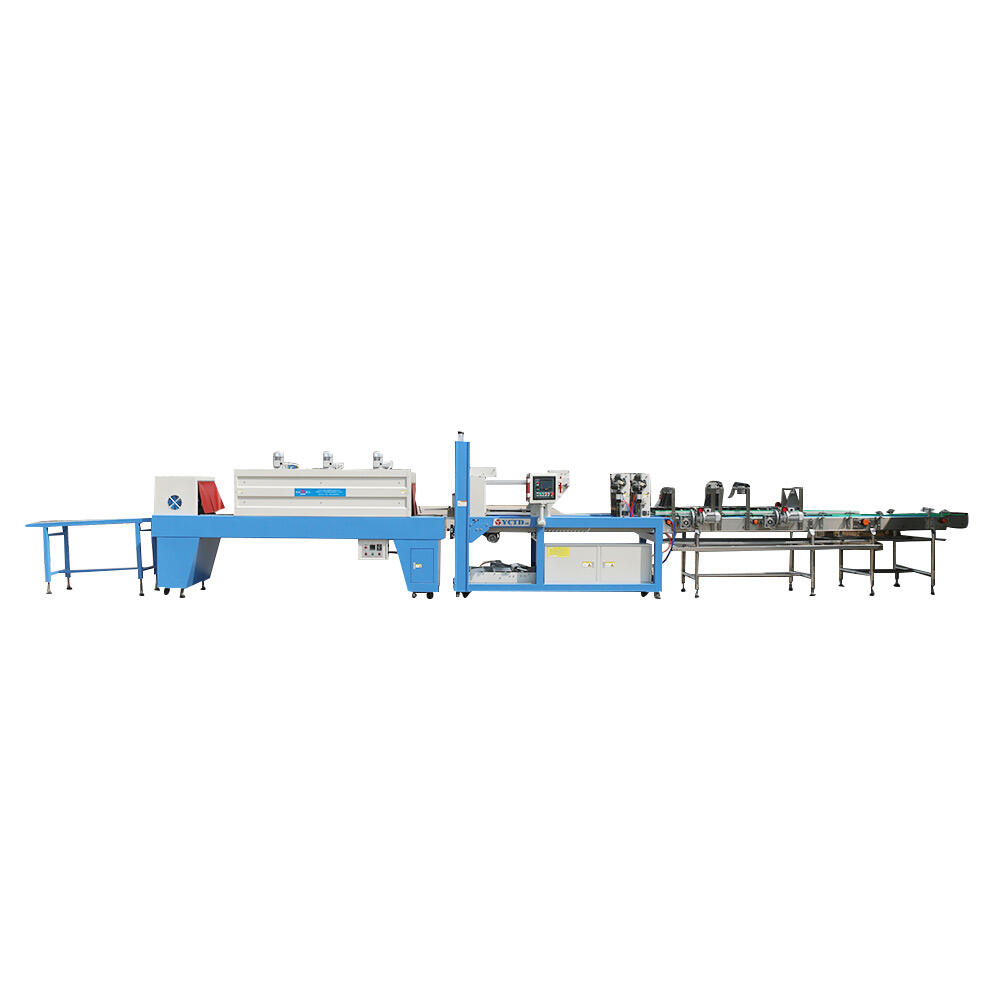
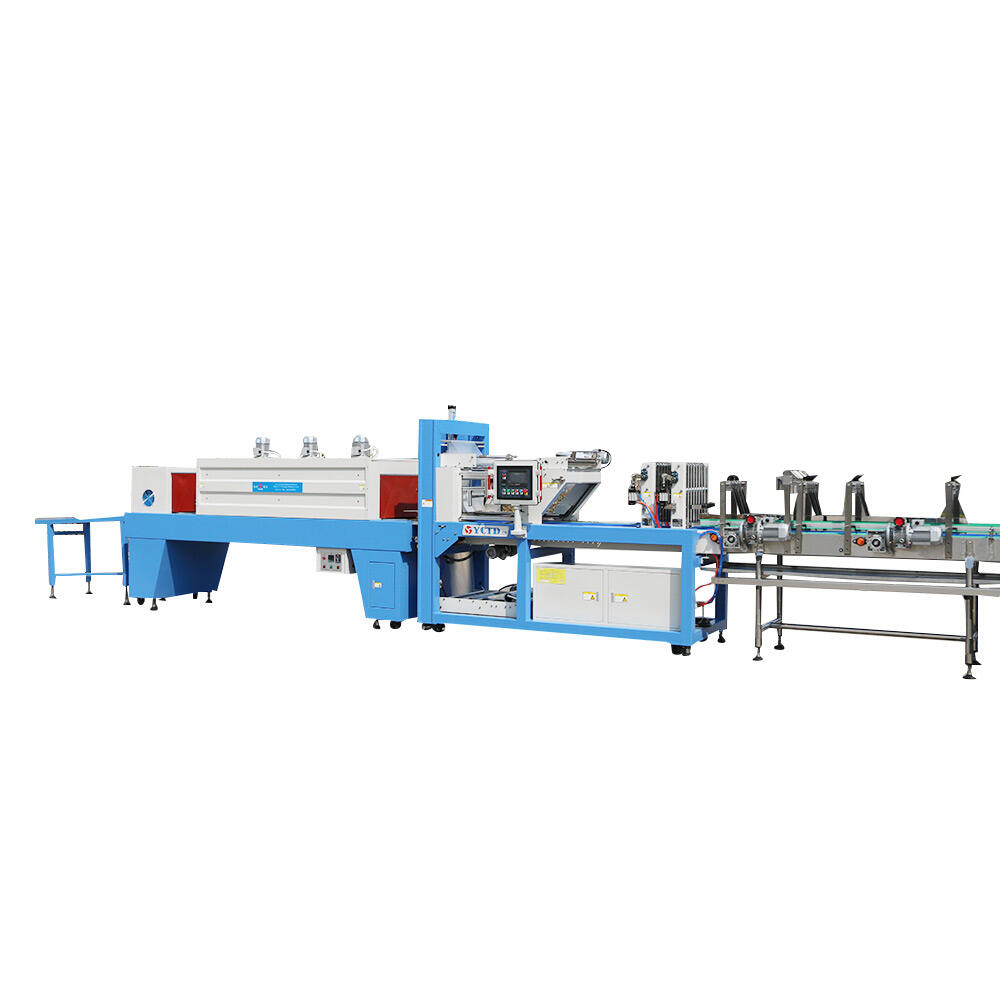
Industrial shrink wrap represents a revolutionary packaging solution that transforms how businesses protect, secure, and transport their products. This specialized polymer film material contracts when exposed to heat, creating a tight, protective seal around objects of virtually any size or shape. The technology behind industrial shrink wrap utilizes advanced polyethylene or polyolefin compounds that respond predictably to controlled heating, shrinking uniformly to conform precisely to product contours. Modern industrial shrink wrap systems incorporate sophisticated thickness variations, typically ranging from 4 to 15 mils, allowing customization based on specific protection requirements. The material demonstrates exceptional clarity, enabling easy product identification while maintaining professional presentation standards. Temperature activation occurs between 200-300 degrees Fahrenheit, triggering the molecular restructuring that creates the signature tight fit. Multi-layer construction enhances puncture resistance, UV protection, and moisture barrier properties, making industrial shrink wrap suitable for both indoor storage and outdoor exposure conditions. The application process involves specialized heat guns, shrink tunnels, or conveyor systems that ensure consistent results across large-scale operations. Versatility defines industrial shrink wrap applications, spanning from small consumer goods to massive industrial equipment. Manufacturing facilities rely on this technology for bundling components, protecting machinery during transport, and creating tamper-evident seals. Distribution centers utilize industrial shrink wrap for palletizing mixed loads, weatherproofing shipments, and organizing inventory. Construction sites benefit from covering materials, tools, and equipment against environmental damage. Marine industries depend on industrial shrink wrap for boat winterization, protecting vessels from harsh weather conditions. The food industry employs food-grade variants for preserving freshness and extending shelf life. Pharmaceutical companies use sterile versions for maintaining product integrity. Retail sectors appreciate the professional appearance and theft deterrent properties. Agricultural applications include protecting crops, equipment, and seasonal materials from weather damage.