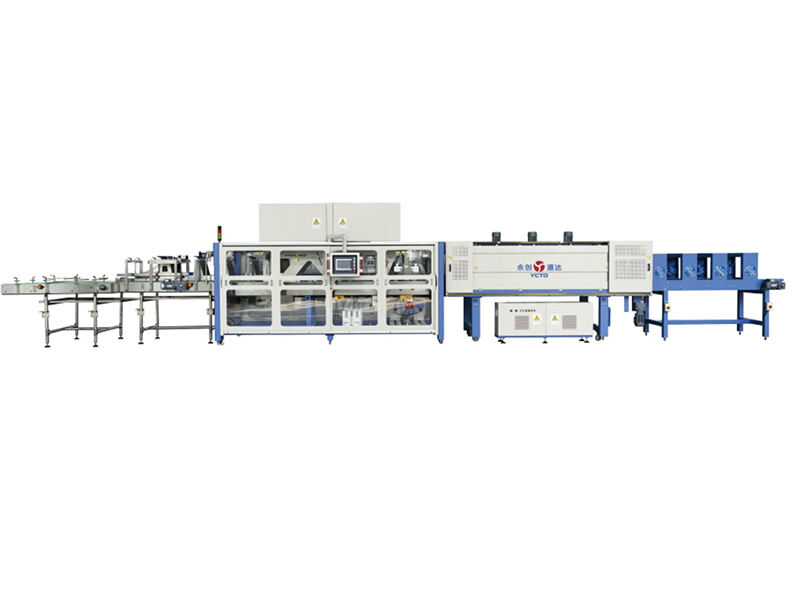
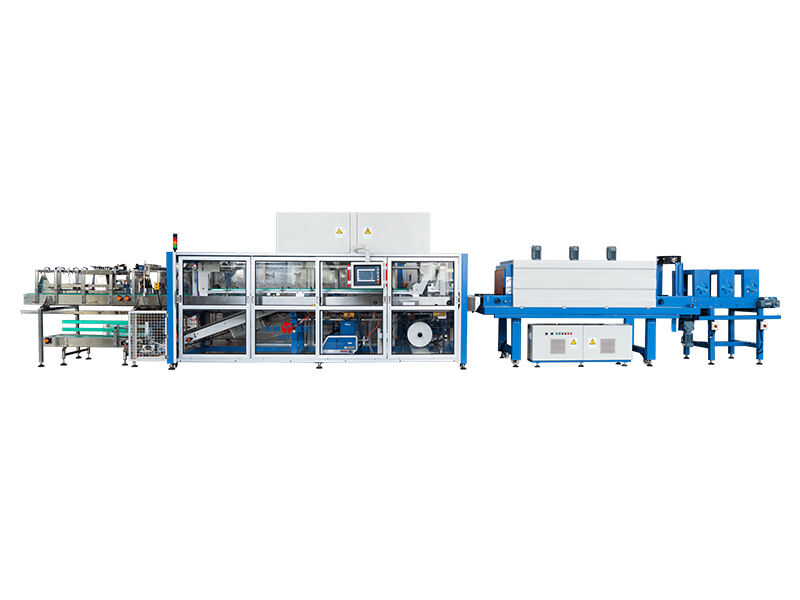
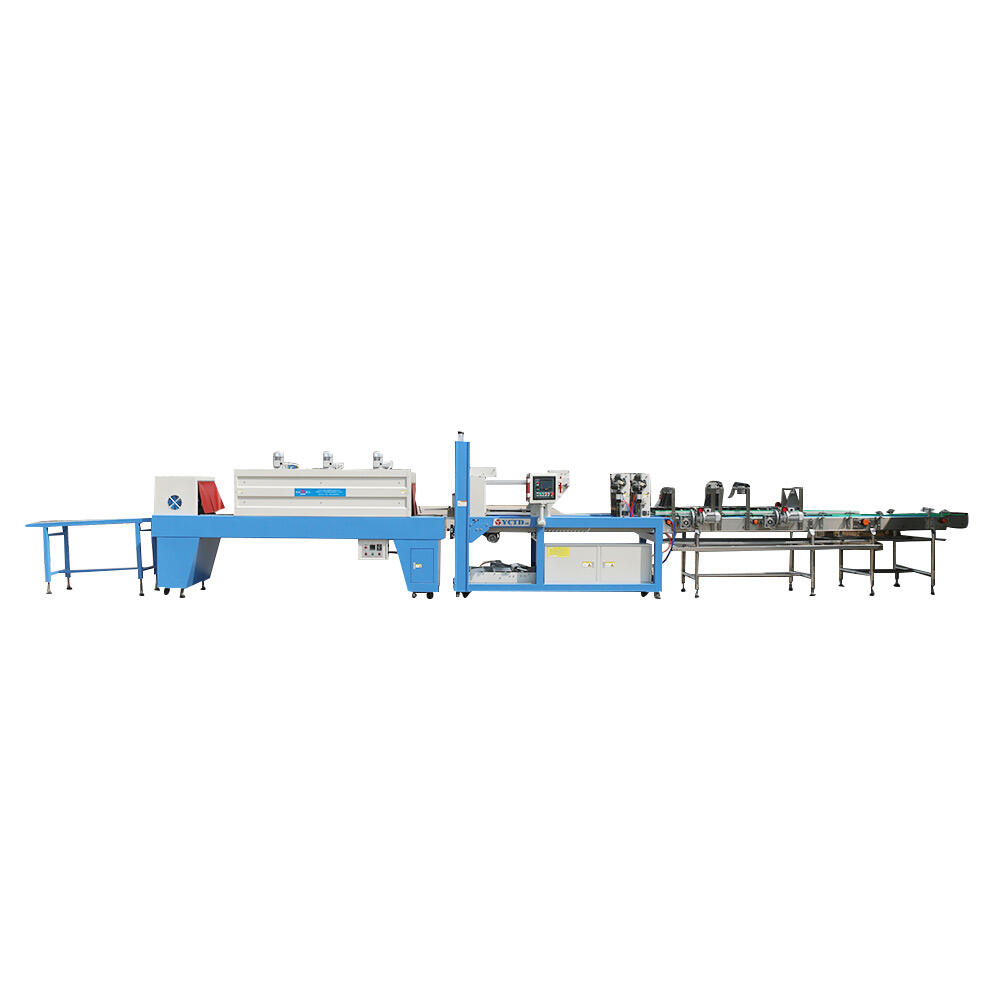
pellicola termorestringente industriale
L'involucro termoretraibile industriale rappresenta una soluzione innovativa per l'imballaggio che ha trasformato le moderne operazioni di produzione e logistica. Questo materiale specializzato è costituito da film polimerici progettati per restringersi in modo uniforme quando esposti a un'applicazione controllata di calore, creando barriere protettive aderenti intorno a prodotti di qualsiasi forma o dimensione. La tecnologia alla base dell'involucro termoretraibile industriale prevede composti termoplastici accuratamente formulati, che reagiscono in modo prevedibile alle variazioni di temperatura, garantendo tassi di restringimento costanti e prestazioni affidabili in diversi ambienti operativi. Gli stabilimenti produttivi utilizzano l'involucro termoretraibile industriale per fissare i prodotti durante il trasporto, lo stoccaggio e la distribuzione, offrendo una protezione superiore contro i rischi ambientali, tra cui umidità, polvere, radiazioni UV e danni fisici. L'eccezionale conformabilità del materiale consente di adattarsi perfettamente a superfici irregolari e geometrie complesse, rendendo l'involucro termoretraibile industriale indispensabile per l'imballaggio di dispositivi elettronici, componenti meccanici, parti automobilistiche e beni di consumo. Avanzate formulazioni di chimica polimerica consentono a queste soluzioni di imballaggio di mantenere le proprie proprietà protettive su ampie escursioni termiche, dalle condizioni di freddo estremo nei magazzini fino agli ambienti di spedizione a temperatura elevata. I sistemi di involucro termoretraibile industriale si integrano perfettamente con le attrezzature automatiche per l'imballaggio, consentendo agli impianti di produzione su larga scala di ottenere una qualità costante dell'imballaggio pur mantenendo l'efficienza operativa. Il processo di restringimento viene attivato mediante un'applicazione precisa di calore, effettuata con apparecchiature specializzate quali pistole termiche, tunnel termoretraibili o forni a nastro trasportatore, permettendo agli operatori di controllare l’aspetto finale e il grado di aderenza dell’involucro. Le formulazioni moderne di involucro termoretraibile industriale incorporano additivi che migliorano la resistenza alla perforazione, la trasparenza e la compatibilità chimica, assicurando prestazioni ottimali anche nelle più impegnative applicazioni industriali. Misure di controllo qualità integrate nel processo produttivo garantiscono una distribuzione uniforme dello spessore e caratteristiche di restringimento affidabili, consentendo ai produttori di ottenere risultati di imballaggio costanti, conformi agli stringenti standard di settore e ai requisiti normativi in materia di protezione e presentazione del prodotto.