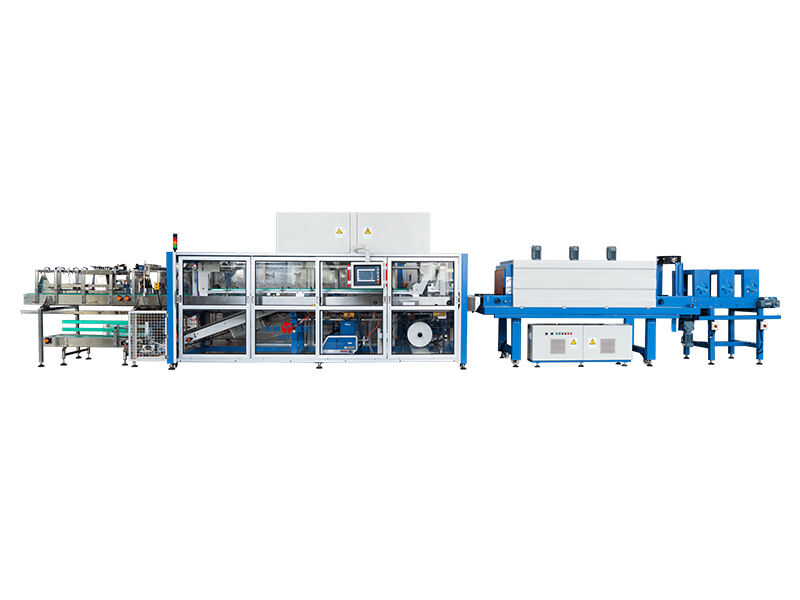
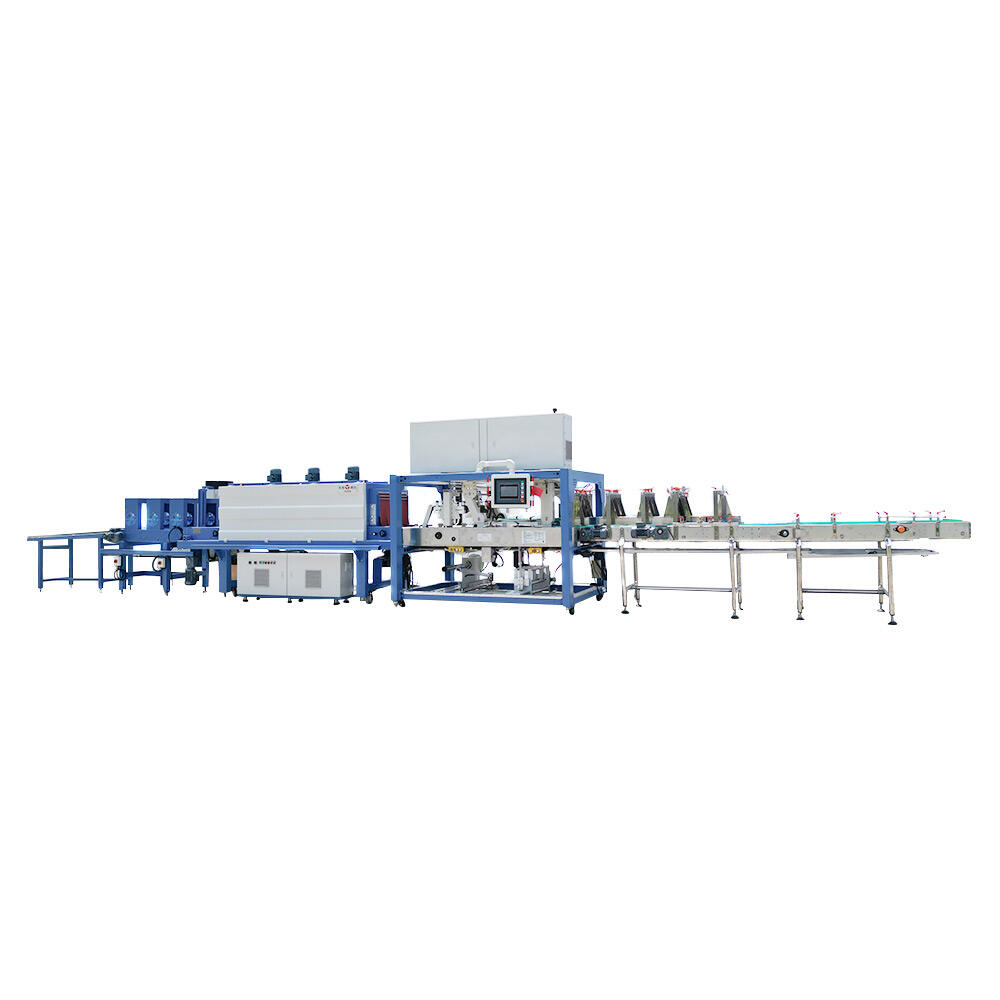
shrink wrap tunnel
A shrink wrap tunnel is an essential piece of packaging machinery designed to efficiently apply heat-shrinkable film around products for secure, professional packaging. This automated system combines precision engineering with thermal technology to create tight, protective seals that enhance product presentation while providing superior protection during storage and transportation. The shrink wrap tunnel operates by conveying packaged items through a controlled heating chamber where circulating hot air uniformly shrinks the plastic film around the product contours. Modern shrink wrap tunnel systems incorporate advanced temperature control mechanisms, variable speed conveyors, and adjustable heating zones to accommodate diverse product specifications and packaging requirements. The technology features sophisticated airflow distribution systems that ensure consistent heat application across all product surfaces, eliminating common packaging defects such as uneven shrinkage, wrinkles, or seal failures. These machines typically utilize infrared heating elements, hot air circulation, or combination heating methods to achieve optimal shrinking temperatures ranging from 150 to 400 degrees Fahrenheit, depending on the film material and product characteristics. The shrink wrap tunnel integrates seamlessly with existing production lines, featuring adjustable conveyor heights, variable tunnel lengths, and customizable entrance and exit configurations. Advanced models incorporate digital temperature controllers, timer-based heating cycles, and safety interlocks to maintain consistent operation while protecting both operators and products. The versatility of shrink wrap tunnel applications spans numerous industries including food and beverage, pharmaceuticals, cosmetics, electronics, automotive parts, and retail merchandise. These systems effectively package individual items, multi-packs, bundled products, and irregularly shaped objects while maintaining professional appearance standards. The shrink wrap tunnel technology supports various film types including polyolefin, PVC, polyethylene, and biodegradable materials, enabling businesses to select environmentally responsible packaging solutions. Energy-efficient designs incorporate insulation systems, heat recovery mechanisms, and programmable controls that minimize operational costs while maximizing productivity output for comprehensive packaging operations.