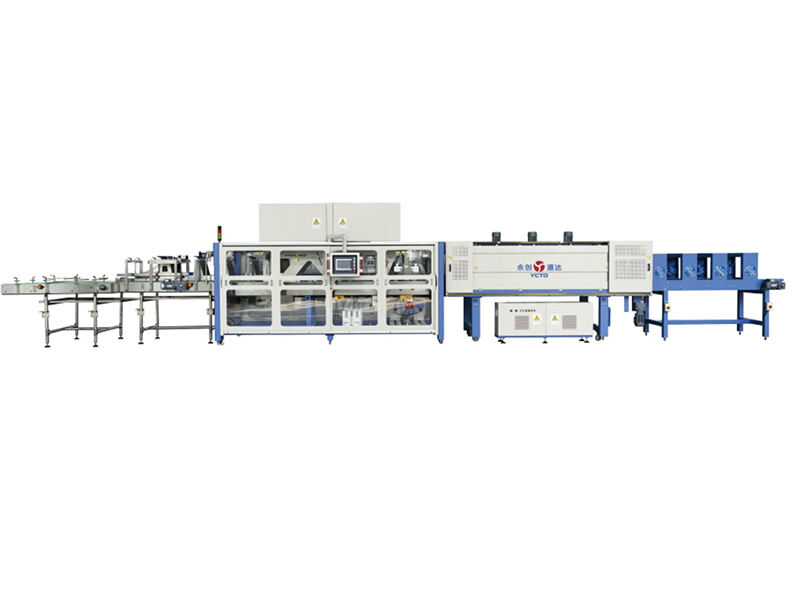
equipo de embalaje de cajas
El equipo de embalaje en cajas representa una tecnología fundamental en las instalaciones modernas de fabricación y distribución, diseñado para organizar eficientemente los productos en contenedores protectores destinados al transporte y almacenamiento. Esta maquinaria sofisticada automatiza el proceso de colocación de artículos individuales o de productos agrupados en cajas, estuches o cartones con precisión y consistencia. La función principal de este equipo consiste en la manipulación sistemática de productos, donde los artículos se recogen, orientan y colocan en los contenedores de embalaje designados según patrones y especificaciones predeterminados. Los equipos avanzados de embalaje en cajas utilizan mecanismos accionados por servomotores, controladores lógicos programables y sistemas inteligentes de visión artificial para garantizar una colocación precisa de los productos, manteniendo al mismo tiempo altas tasas de producción. Estos sistemas pueden manejar diversos tipos de productos, desde botellas y latas hasta artículos de forma irregular, adaptándose a distintos requisitos de embalaje mediante capacidades de programación flexibles. Las características tecnológicas de los equipos modernos de embalaje en cajas incluyen brazos robóticos con múltiples grados de libertad, sistemas de integración con transportadores y sofisticadas interfaces de control que permiten a los operarios ajustar los parámetros según cada lote de producción. Los mecanismos de aseguramiento de la calidad están incorporados en estos sistemas e incluyen sensores que detectan la ausencia de productos, verifican la correcta colocación y garantizan la integridad del embalaje antes de que las cajas pasen a la siguiente etapa de la línea de producción. El equipo de embalaje en cajas encuentra aplicaciones extensas en múltiples industrias, entre ellas la fabricación de alimentos y bebidas, la industria farmacéutica, la cosmética y la producción de bienes de consumo. En las instalaciones de bebidas, estas máquinas embalan eficientemente las botellas en cajas, manteniendo los estándares de seguridad del producto. Las aplicaciones farmacéuticas exigen una manipulación precisa para prevenir la contaminación y garantizar el cumplimiento normativo. La versatilidad del equipo de embalaje en cajas lo hace adecuado tanto para entornos de producción a gran volumen como para operaciones a menor escala que requieren flexibilidad en las configuraciones de embalaje. Sus capacidades de integración con líneas de producción existentes permiten una optimización fluida del flujo de trabajo, reduciendo los requerimientos de mano de obra manual y minimizando el riesgo de lesiones laborales asociadas con tareas repetitivas de elevación y embalaje.