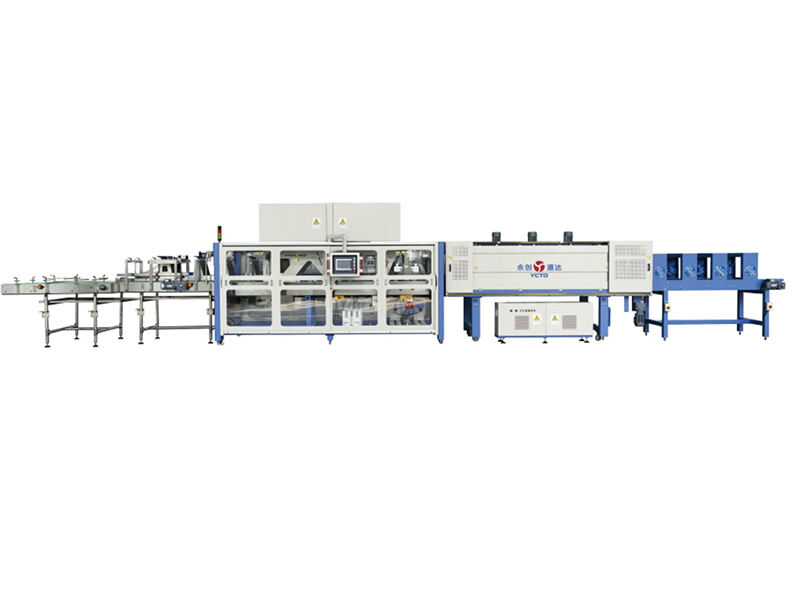
case packing equipment
Case packing equipment represents a cornerstone technology in modern manufacturing and distribution facilities, designed to efficiently organize products into protective containers for shipping and storage. This sophisticated machinery automates the process of placing individual items or grouped products into cases, boxes, or cartons with precision and consistency. The primary function of case packing equipment involves systematic product handling, where items are picked, oriented, and placed into designated packaging containers according to predetermined patterns and specifications. Advanced case packing equipment utilizes servo-driven mechanisms, programmable logic controllers, and intelligent vision systems to ensure accurate product placement while maintaining high throughput rates. These systems can handle diverse product types, from bottles and cans to irregular shaped items, adapting to various packaging requirements through flexible programming capabilities. The technological features of modern case packing equipment include robotic arms with multiple degrees of freedom, conveyor integration systems, and sophisticated control interfaces that allow operators to adjust parameters for different production runs. Quality assurance mechanisms are built into these systems, incorporating sensors that detect missing products, verify proper placement, and ensure packaging integrity before cases proceed to the next stage of the production line. Case packing equipment finds extensive applications across multiple industries including food and beverage manufacturing, pharmaceuticals, cosmetics, and consumer goods production. In beverage facilities, these machines efficiently pack bottles into cases while maintaining product safety standards. Pharmaceutical applications require precise handling to prevent contamination and ensure regulatory compliance. The versatility of case packing equipment makes it suitable for both high-volume production environments and smaller scale operations that require flexibility in packaging configurations. Integration capabilities with existing production lines enable seamless workflow optimization, reducing manual labor requirements and minimizing the risk of workplace injuries associated with repetitive lifting and packing tasks.