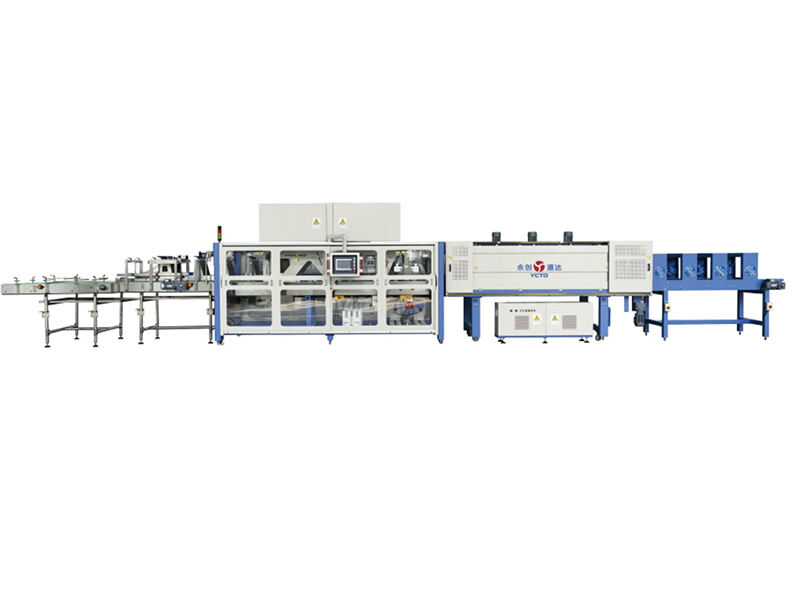
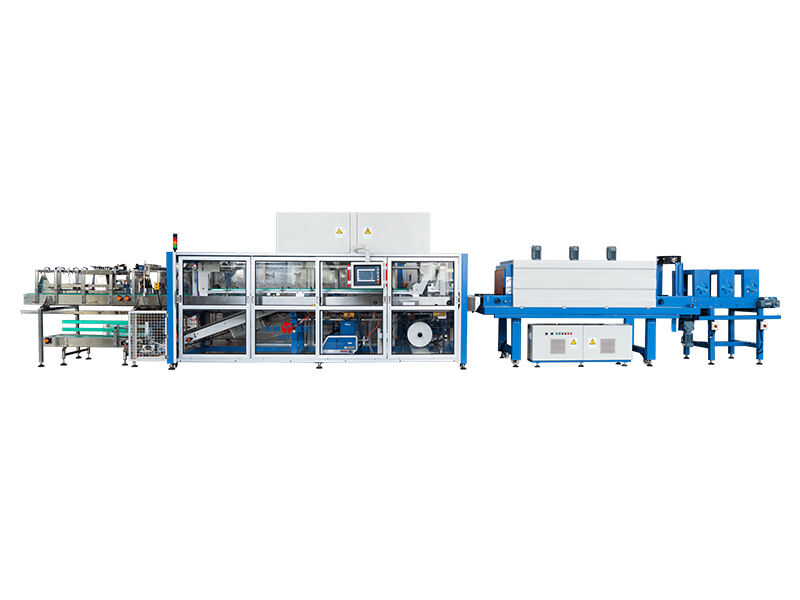
film rétractable commercial
L'emballage commercial sous film rétractable représente une solution révolutionnaire pour les entreprises recherchant une protection et une présentation fiables et économiques de leurs produits. Cette technologie d'emballage avancée utilise des films polymères spécialement formulés qui se rétractent lorsqu'ils sont exposés à une chaleur contrôlée, créant ainsi une barrière étroite et épousant parfaitement des produits de presque toutes formes et dimensions. Le procédé commercial d'emballage sous film rétractable commence par la sélection de matériaux de film adaptés, généralement du polyoléfine, du PVC ou du polyéthylène, chacun étant conçu pour offrir des caractéristiques de performance spécifiques. Les systèmes modernes d'emballage commercial sous film rétractable intègrent des méthodes sophistiquées d'application de la chaleur, notamment des pistolets thermiques, des fours à convoyeur et des tunnels de rétraction spécialisés garantissant une répartition uniforme de la température. Le fondement technologique de l'emballage commercial sous film rétractable repose sur une ingénierie moléculaire précise, où les chaînes polymères sont orientées durant la fabrication afin de conférer des propriétés de rétraction contrôlées. Lorsque la chaleur active ces structures moléculaires, le film se rétracte de façon uniforme, éliminant les poches d'air et créant un sceau permettant de détecter toute tentative d'ouverture. Les applications commerciales couvrent de nombreux secteurs industriels, allant de l'emballage alimentaire et des boissons à l'électronique, aux produits pharmaceutiques et aux biens de consommation. Les environnements de vente au détail tirent particulièrement profit des solutions commerciales d'emballage sous film rétractable, car ce film transparent met en valeur les produits tout en assurant une protection essentielle contre l'humidité, la poussière et la contamination. Les installations de fabrication utilisent des systèmes commerciaux d'emballage sous film rétractable pour regrouper plusieurs articles, sécuriser les marchandises palettisées et créer des colis d'expédition résistants aux intempéries. La polyvalence de la technologie commerciale d'emballage sous film rétractable permet de traiter avec une efficacité égale des formes irrégulières, des articles fragiles et des quantités en vrac. Les équipements avancés d'emballage commercial sous film rétractable sont dotés de commandes programmables, de vitesses de convoyeur réglables et de systèmes de surveillance de la température, assurant des résultats constants sur l'ensemble des séries de production. Des mécanismes de contrôle qualité intégrés aux systèmes modernes d'emballage commercial sous film rétractable détectent les variations d'épaisseur du film, les fluctuations de température et les irrégularités de scellage, préservant ainsi l'intégrité de l'emballage tout au long des opérations. Les considérations environnementales stimulent l'innovation dans les matériaux utilisés pour l'emballage commercial sous film rétractable, des options recyclables et biodégradables étant de plus en plus disponibles sans compromettre les normes de performance.