beverage industry shrink wrap machine
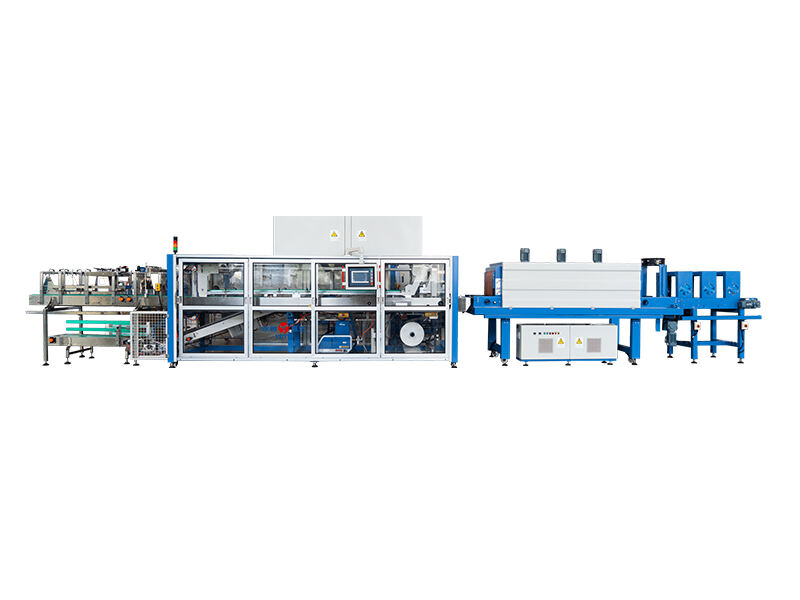
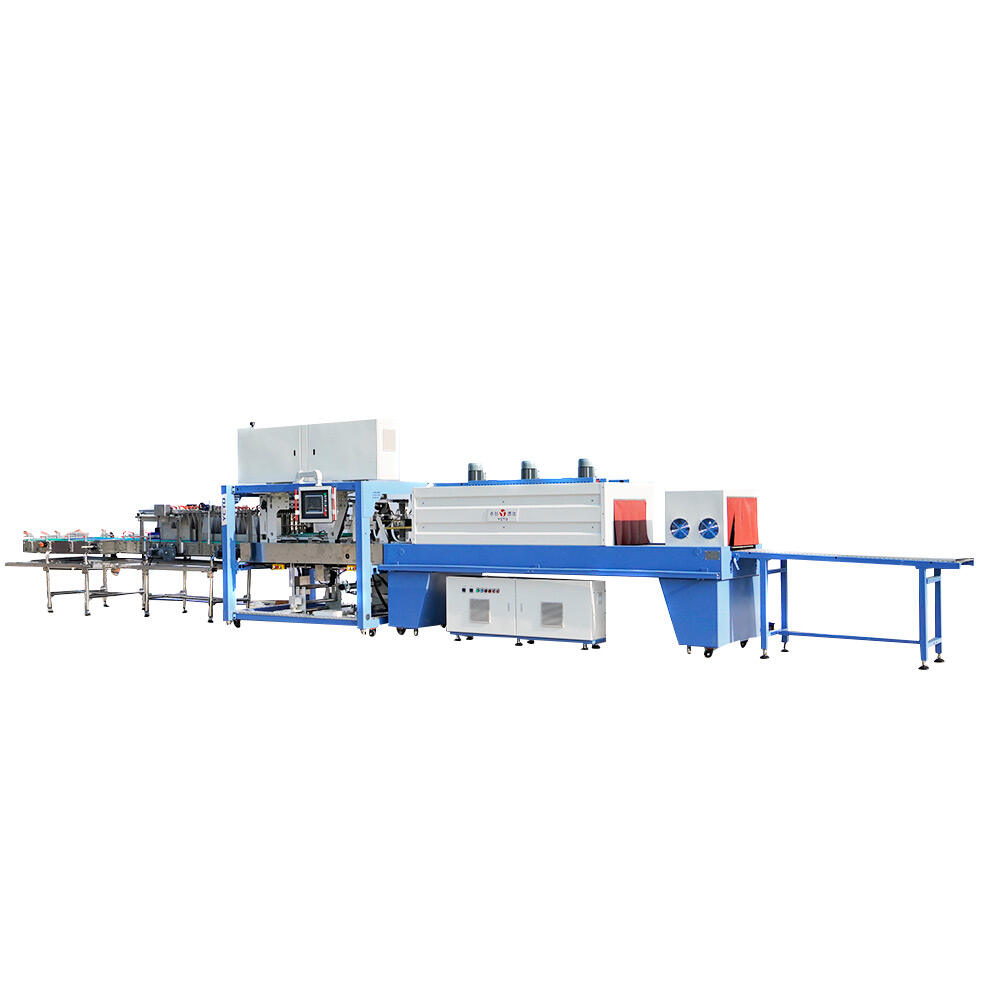
The beverage industry shrink wrap machine represents a cutting-edge packaging solution designed specifically to meet the demanding requirements of beverage manufacturers and distributors. This sophisticated equipment utilizes advanced heat application technology to create secure, protective packaging around various beverage containers, including bottles, cans, and multi-pack configurations. The primary function of a beverage industry shrink wrap machine involves wrapping products with specialized plastic film that contracts uniformly when heated, forming a tight, tamper-evident seal that protects contents during transportation and storage. Modern shrink wrap machines incorporate state-of-the-art temperature control systems, ensuring consistent heat distribution across the entire packaging surface. These machines feature adjustable conveyor systems that accommodate different product sizes and shapes, making them versatile solutions for diverse beverage packaging needs. The technological architecture includes precision heating elements, digital temperature monitoring, and automated film feeding mechanisms that streamline the packaging process. Advanced models incorporate programmable logic controllers that allow operators to customize settings for specific packaging requirements, enhancing operational efficiency and product quality. The beverage industry shrink wrap machine also features safety mechanisms, including emergency stops, protective barriers, and temperature monitoring systems that prevent overheating. Integration capabilities enable seamless connection with existing production lines, facilitating smooth workflow integration. These machines support various film types, including polyethylene and PVC materials, providing flexibility in packaging applications. Quality control sensors detect packaging defects and automatically reject substandard products, maintaining consistent output standards. The equipment's robust construction ensures reliable performance in high-volume production environments typical of beverage manufacturing facilities. Energy-efficient designs minimize operational costs while maximizing productivity, making the beverage industry shrink wrap machine an essential investment for modern beverage production operations.