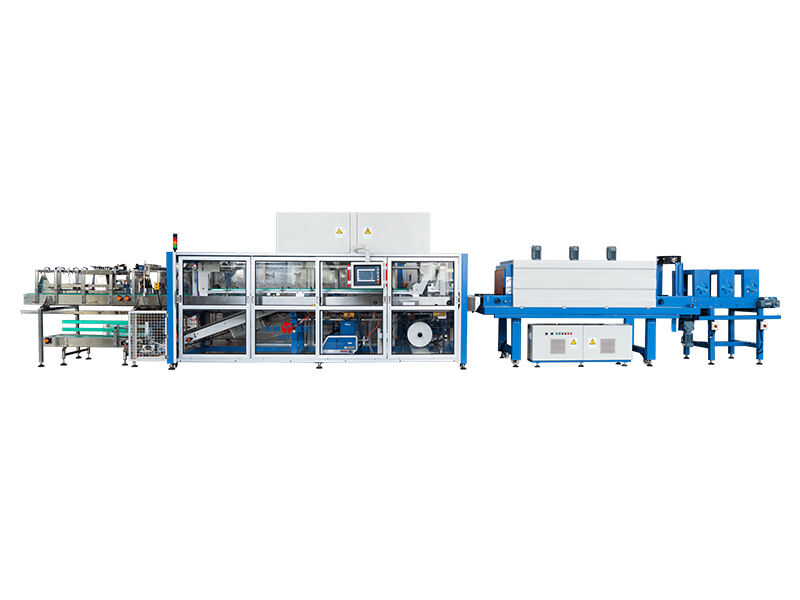
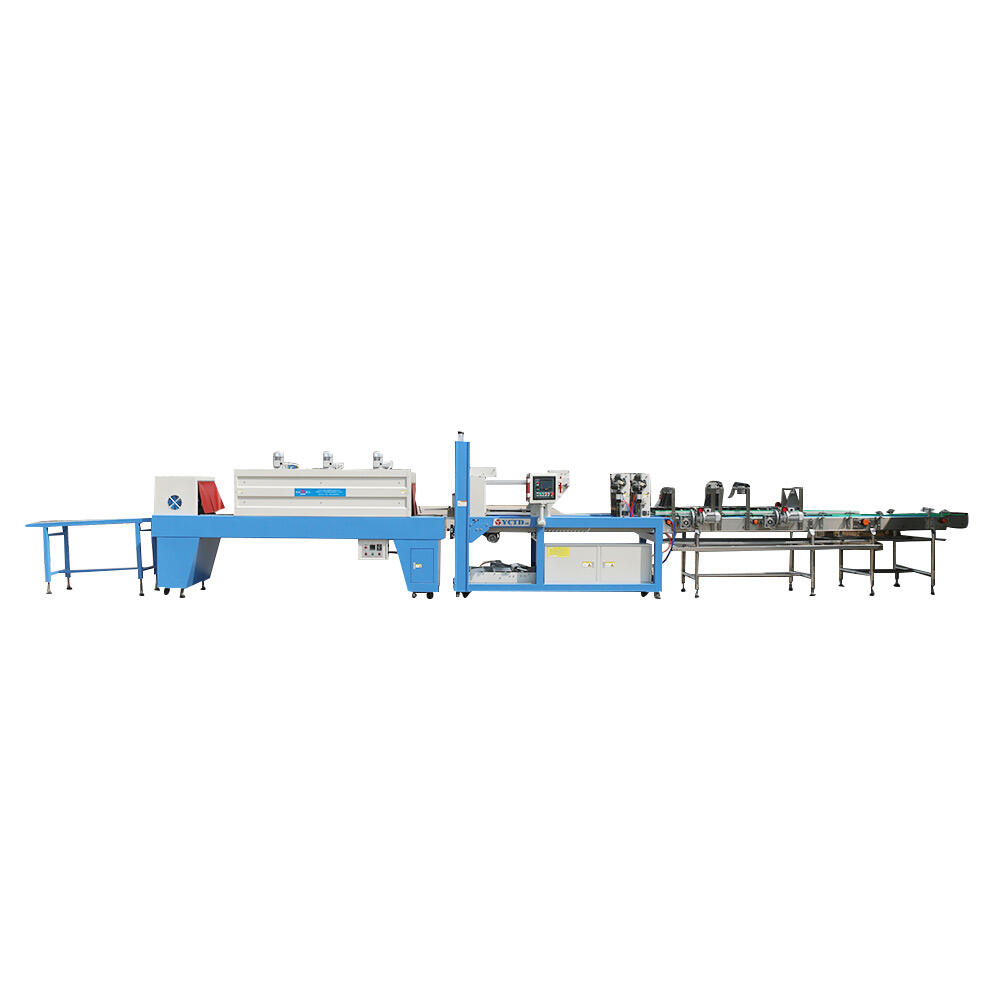
bottle packaging machine
A bottle packaging machine represents a sophisticated industrial solution designed to automate the comprehensive process of packaging bottles across diverse manufacturing environments. This advanced equipment integrates multiple operational stages, including bottle feeding, filling, capping, labeling, and final packaging into retail-ready formats. The bottle packaging machine operates through precision-engineered mechanisms that ensure consistent product quality while maintaining high-speed production capabilities. Modern bottle packaging machines incorporate cutting-edge sensor technology, programmable logic controllers, and servo-driven motors to deliver exceptional accuracy and reliability. These systems accommodate various bottle sizes, shapes, and materials, from glass and plastic containers to specialized pharmaceutical vials. The machine's primary functions encompass automated bottle handling, precise liquid or powder filling, secure closure application, accurate label placement, and protective packaging preparation. Technological features include touchscreen interfaces for intuitive operation, automatic changeover capabilities for different product lines, integrated quality control systems, and real-time production monitoring. The bottle packaging machine utilizes advanced vision systems to detect defects, ensure proper filling levels, and verify label positioning. Servo-controlled mechanisms provide smooth, precise movements while reducing mechanical wear and maintenance requirements. Applications span numerous industries including beverage production, pharmaceuticals, cosmetics, chemicals, food processing, and household products. In beverage facilities, bottle packaging machines handle everything from water and soft drinks to alcoholic beverages and specialty formulations. Pharmaceutical applications require stringent cleanliness standards and precise dosing capabilities that these machines readily provide. The equipment's modular design allows customization based on specific production requirements, enabling manufacturers to optimize their packaging operations while maintaining flexibility for future product expansions. Integration capabilities with existing production lines ensure seamless workflow coordination and maximum operational efficiency.