food packaging equipment
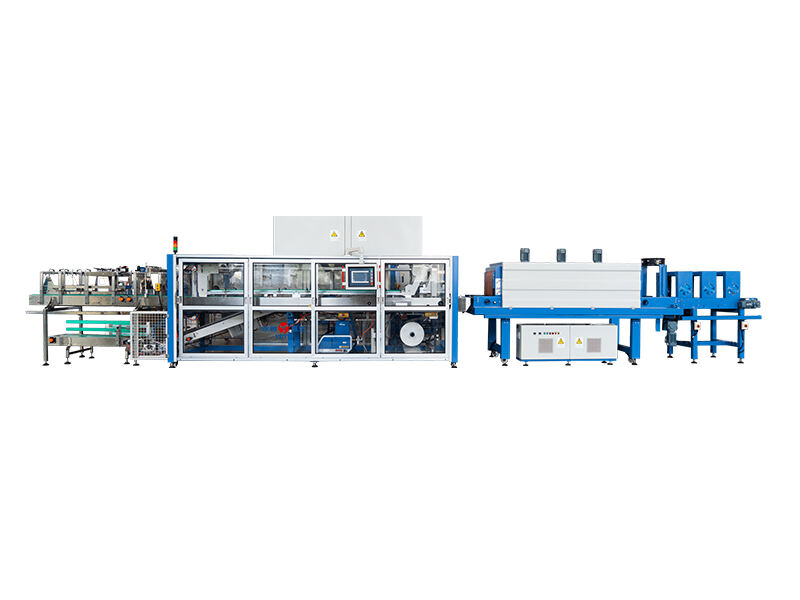
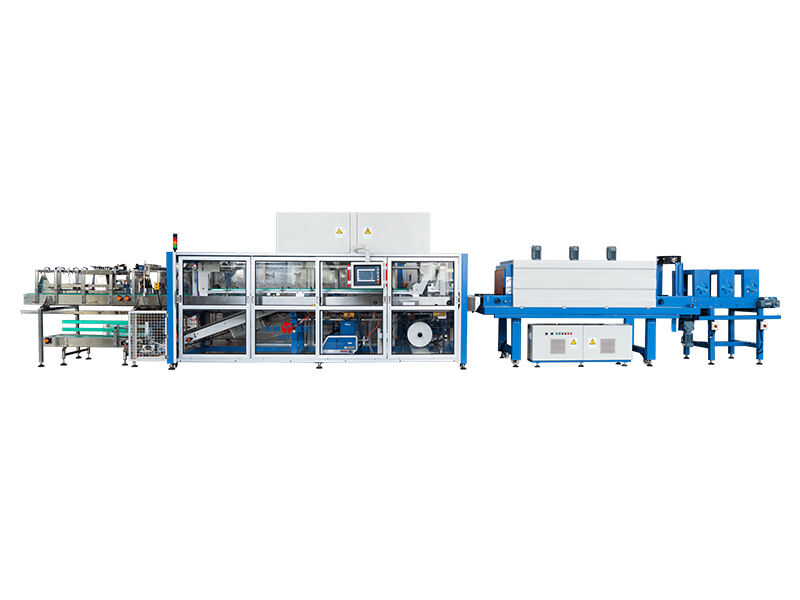
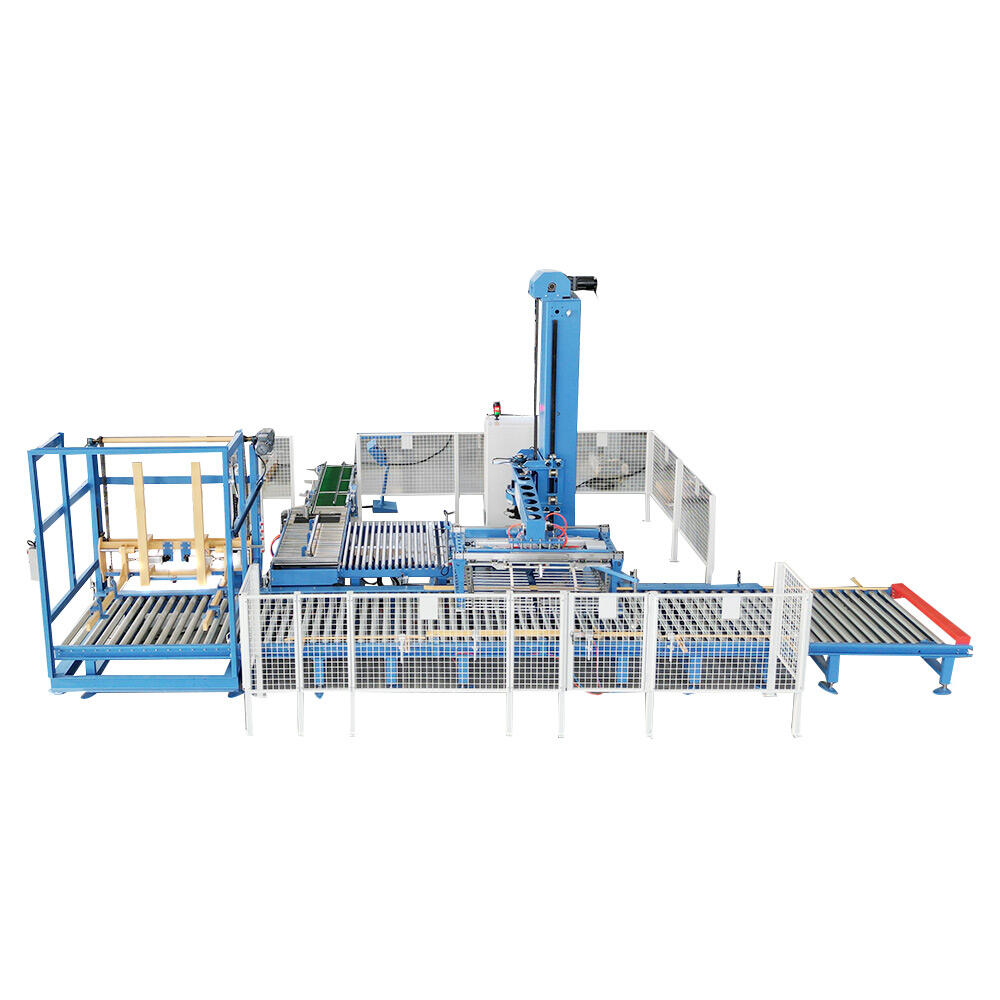
Food packaging equipment represents a critical component in modern manufacturing facilities, serving as the backbone for preserving product quality, extending shelf life, and ensuring consumer safety. This sophisticated machinery encompasses various automated systems designed to wrap, seal, label, and prepare food products for distribution and retail sale. The primary functions of food packaging equipment include portion control, contamination prevention, product protection, and brand presentation enhancement. These systems operate through advanced mechanical processes that carefully handle delicate food items while maintaining strict hygiene standards throughout the packaging cycle. The technological features of contemporary food packaging equipment incorporate precision sensors, programmable logic controllers, and smart monitoring systems that track production metrics in real-time. Many units feature touchscreen interfaces that allow operators to adjust packaging parameters, monitor equipment performance, and troubleshoot issues efficiently. The integration of servo motors ensures accurate positioning and consistent packaging results, while variable speed controls accommodate different product types and packaging requirements. Temperature control systems maintain optimal conditions for heat-sealing processes, particularly important for preserving food quality and creating secure package closures. Modern food packaging equipment applications span numerous industry sectors, from bakeries and confectioneries to meat processing plants and beverage manufacturers. These versatile machines handle diverse packaging materials including plastic films, aluminum foil, paper products, and specialized barrier films designed for specific food preservation needs. The equipment adapts to various package formats such as pouches, boxes, trays, bottles, and custom-shaped containers, making it suitable for both small-scale artisanal operations and large-scale industrial production lines. Quality assurance features built into food packaging equipment ensure compliance with food safety regulations and industry standards, providing manufacturers with confidence in their packaging processes while meeting consumer expectations for product integrity and presentation.