carton box packaging machine
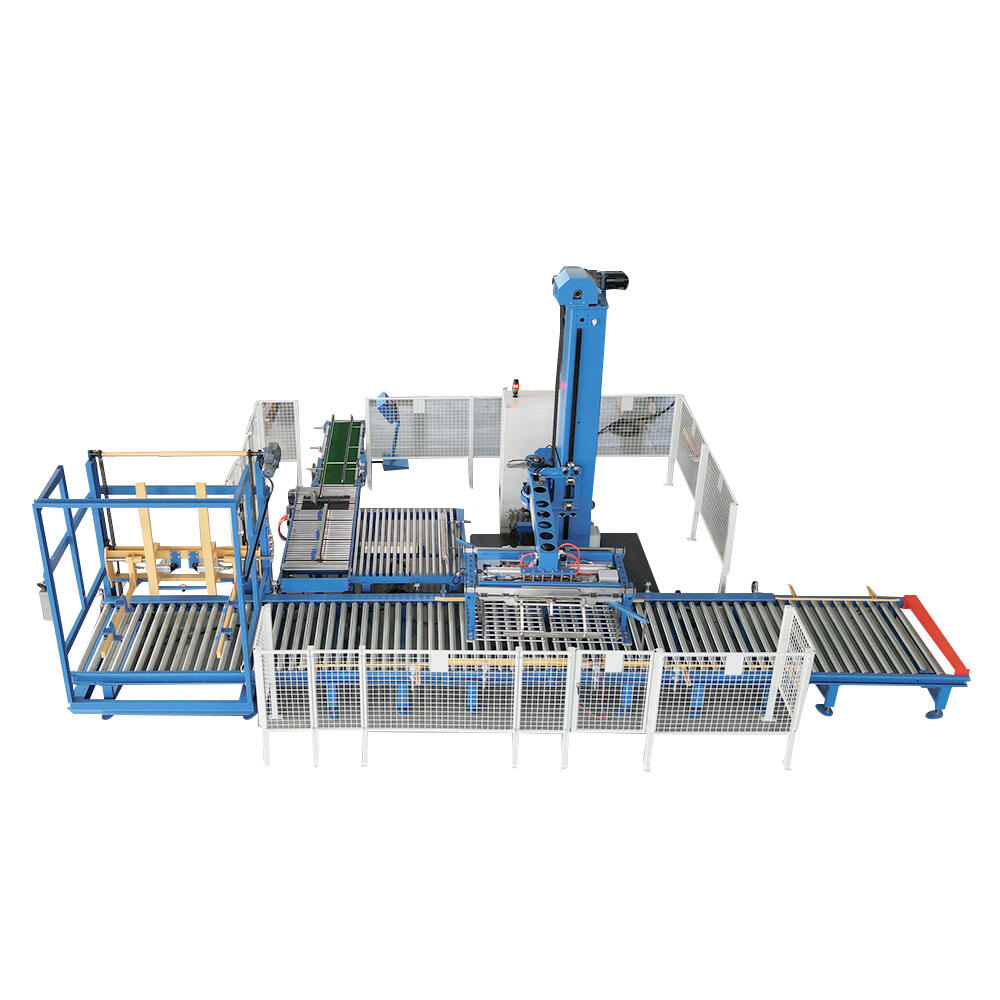
The carton box packaging machine represents a revolutionary advancement in automated packaging technology, designed to streamline the process of forming, filling, and sealing cardboard containers across diverse industries. This sophisticated equipment combines precision engineering with intelligent automation to deliver consistent, high-quality packaging solutions that meet modern production demands. At its core, the carton box packaging machine transforms flat cardboard blanks into fully formed containers through a series of carefully orchestrated mechanical processes. The primary functions encompass automatic carton forming, where flat cardboard sheets are precisely folded and secured into three-dimensional boxes, product insertion through automated feeding systems, and final sealing operations that ensure package integrity. The technological framework incorporates advanced servo motor systems that provide exceptional accuracy in positioning and movement control, ensuring each carton maintains perfect dimensions and structural stability. Programmable logic controllers enable operators to customize packaging parameters for different product specifications, while integrated quality control sensors monitor every stage of the packaging process. Vision systems verify proper carton formation and detect potential defects before products reach the sealing stage. The applications for carton box packaging machines span numerous sectors, including food and beverage processing, pharmaceutical manufacturing, consumer goods production, and e-commerce fulfillment centers. These versatile systems accommodate various carton sizes and styles, from small pharmaceutical boxes to large shipping containers, making them indispensable for businesses seeking scalable packaging solutions. Modern carton box packaging machine designs emphasize user-friendly interfaces with touchscreen controls that simplify operation and reduce training requirements. Energy-efficient components minimize operational costs while maintaining optimal performance levels. The integration capabilities allow seamless connection with existing production lines, creating comprehensive automated packaging systems that enhance overall manufacturing efficiency and reduce manual labor dependencies.