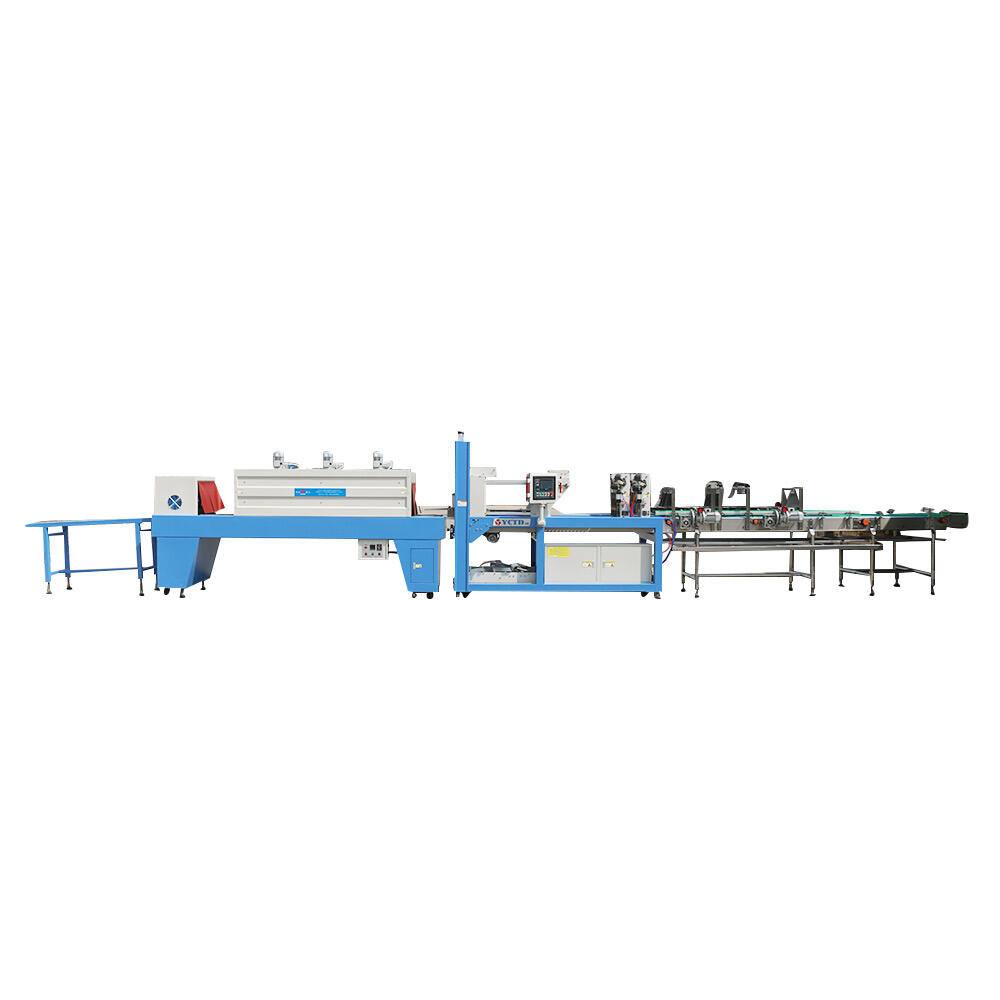
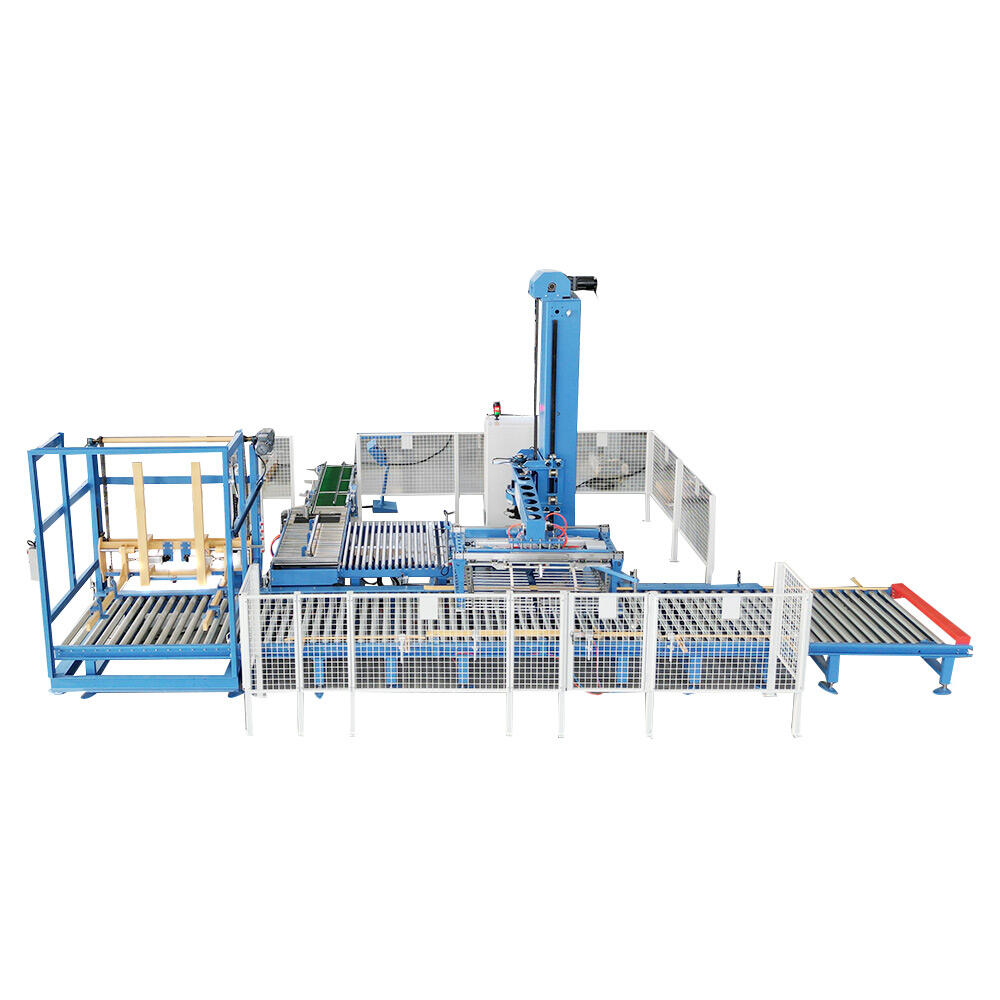
compact case packer
The compact case packer represents a revolutionary advancement in automated packaging technology, designed to meet the evolving needs of modern manufacturing and distribution facilities. This sophisticated machinery combines precision engineering with space-efficient design to deliver exceptional packaging performance in a reduced footprint. The compact case packer operates as an integrated solution that automatically loads products into cases, cartons, or shipping containers with remarkable speed and accuracy. Its primary functions encompass product handling, case forming, loading operations, and sealing processes, all orchestrated through advanced control systems that ensure consistent quality output. The technological foundation of the compact case packer relies on servo-driven mechanisms that provide precise positioning and gentle product handling capabilities. These systems incorporate vision-guided technology, programmable logic controllers, and intuitive human-machine interfaces that enable operators to monitor and adjust operations seamlessly. The machinery features modular construction that allows for customization based on specific product requirements and production volumes. Advanced sensors throughout the system provide real-time feedback on product positioning, case integrity, and operational status, ensuring optimal performance and minimal downtime. The compact case packer finds extensive applications across diverse industries including food and beverage, pharmaceuticals, consumer goods, electronics, and automotive parts manufacturing. Its versatility enables handling of various product types, from bottles and cans to boxes and irregularly shaped items, making it an invaluable asset for facilities processing multiple product lines. The system adapts to different case sizes and configurations, supporting both retail-ready packaging and bulk distribution requirements, thereby maximizing operational flexibility and investment value for manufacturing enterprises.