palletizer machine manufacturers
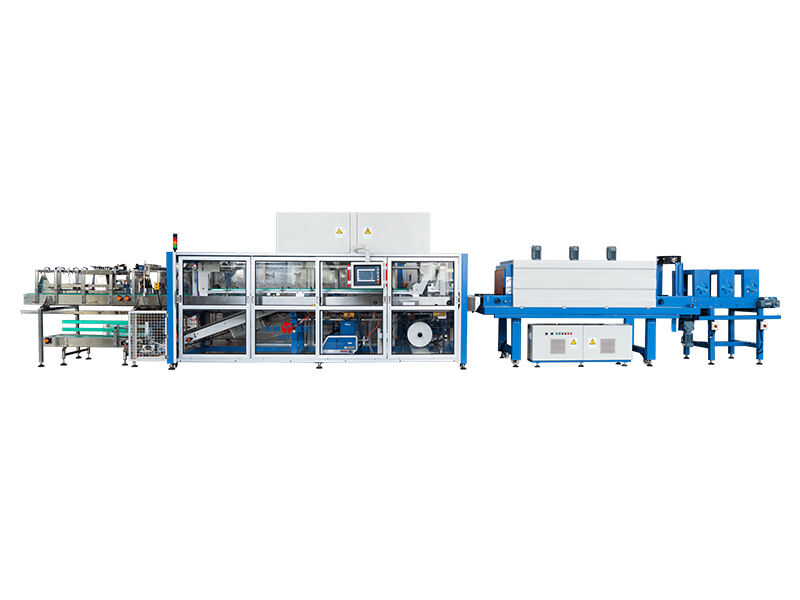
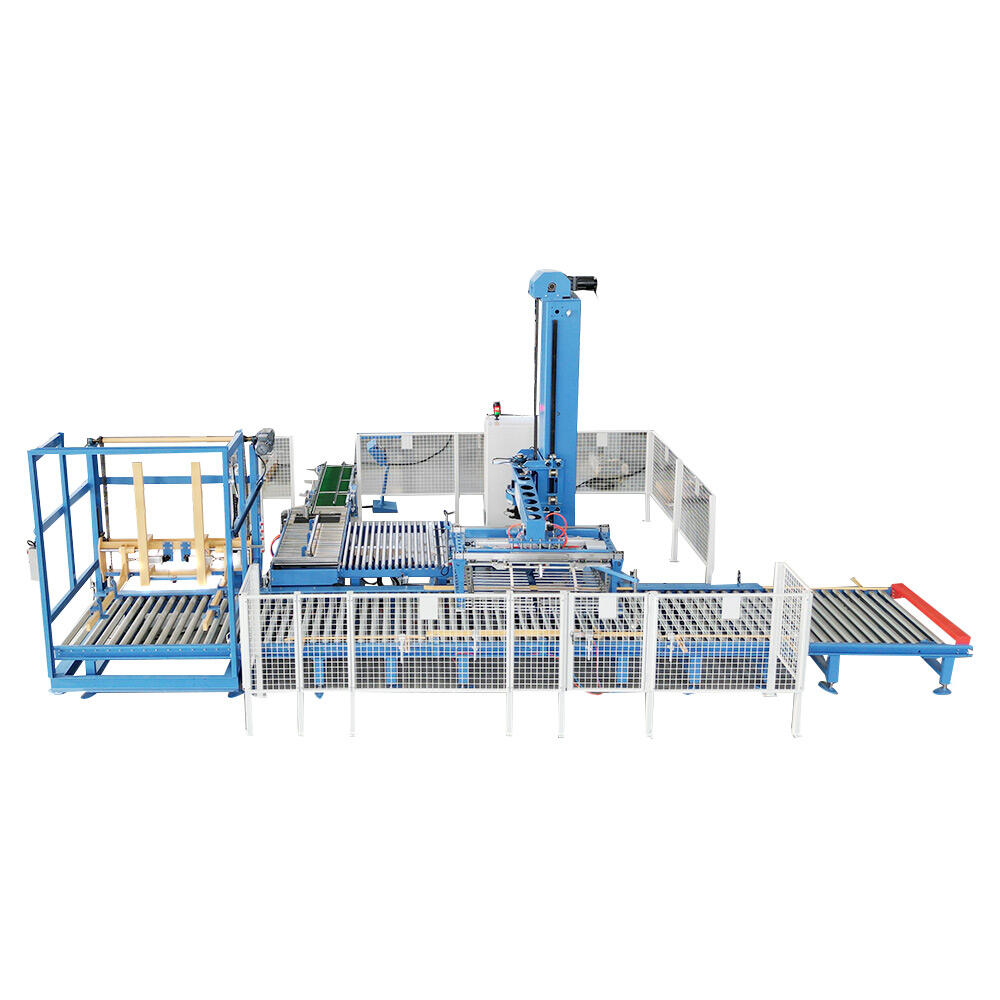
Palletizer machine manufacturers represent a crucial segment of the industrial automation industry, developing sophisticated equipment that revolutionizes material handling processes across diverse sectors. These specialized companies design and produce automated systems that efficiently stack products onto pallets with remarkable precision and speed. The primary function of palletizer machines involves the systematic arrangement of packages, boxes, bags, or containers onto wooden or plastic pallets according to predetermined patterns. This automation eliminates manual labor while ensuring consistent stacking patterns that maximize stability during transportation and storage. Leading palletizer machine manufacturers incorporate advanced technological features including programmable logic controllers, robotic arms with multi-axis movement capabilities, and intelligent vision systems that detect product dimensions and positioning. Modern palletizers utilize servo-driven mechanisms for enhanced accuracy and feature touchscreen interfaces that allow operators to configure multiple stacking patterns easily. The technological sophistication extends to integrated safety systems with emergency stops, light curtains, and protective barriers that comply with international safety standards. Contemporary palletizer machine manufacturers also implement predictive maintenance technologies through IoT connectivity, enabling remote monitoring and diagnostic capabilities. These machines accommodate various product types from lightweight consumer goods to heavy industrial materials, with payload capacities ranging from 50 pounds to several tons per cycle. Applications span numerous industries including food and beverage processing, pharmaceutical manufacturing, chemical production, automotive parts distribution, and consumer goods packaging. Palletizer machine manufacturers continuously innovate their designs to address evolving market demands, incorporating energy-efficient motors, compact footprints for space-constrained facilities, and modular construction that allows for future expansion. The integration of artificial intelligence and machine learning algorithms enables these systems to optimize stacking patterns automatically based on product characteristics and transportation requirements, demonstrating the advanced capabilities that modern palletizer machine manufacturers bring to industrial operations.