Versatilità Eccezionale in Molti Settori
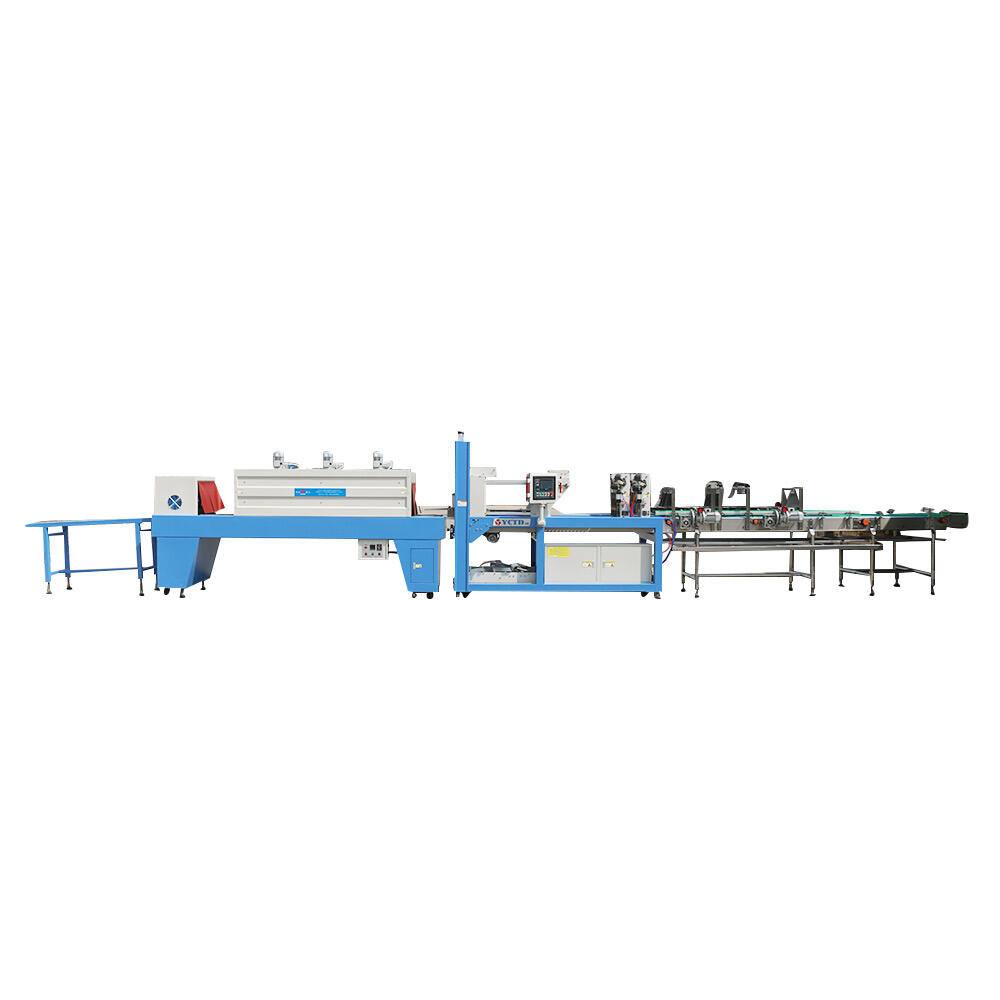
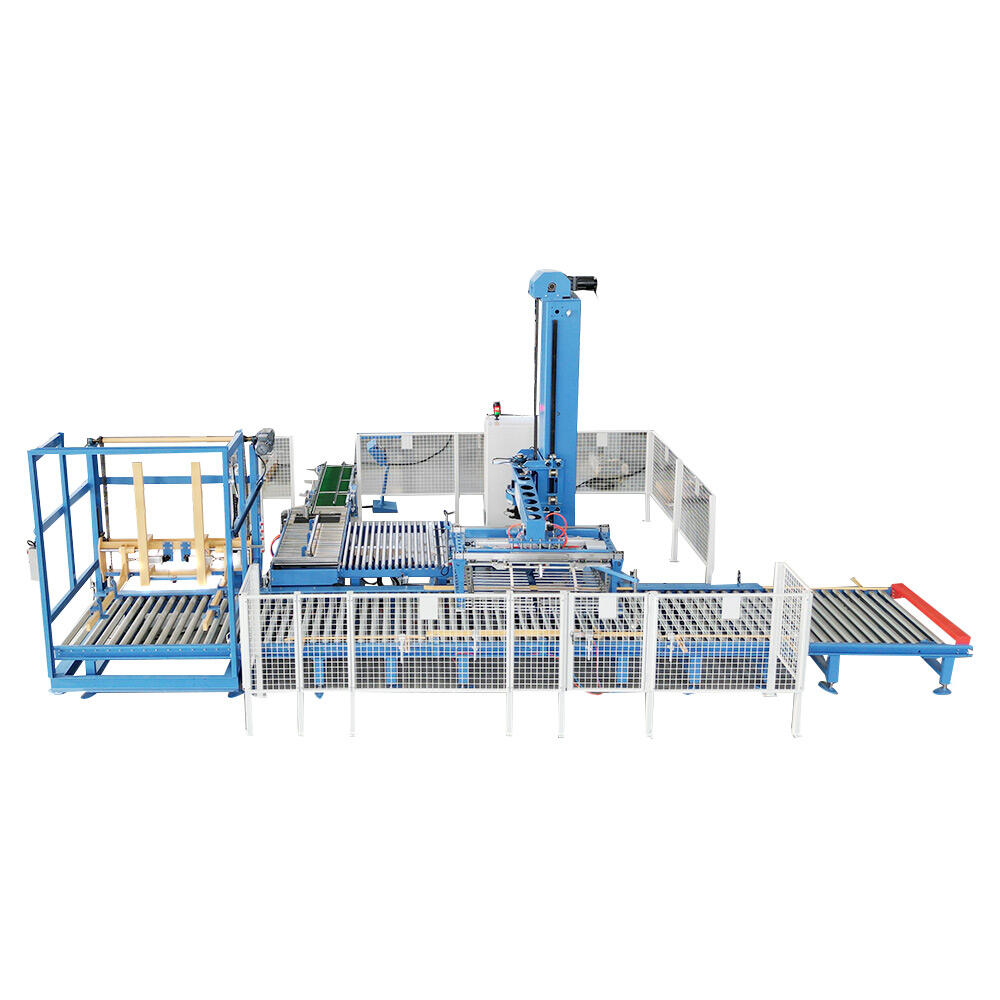
La notevole versatilità dei sistemi pallettizzatori e depallettizzatori li rende asset di grande valore in una vasta gamma di applicazioni industriali, adattandosi senza soluzione di continuità a specifiche esigenze operative e alle caratteristiche dei prodotti. I settori alimentare e delle bevande traggono enormi benefici da configurazioni specializzate in grado di gestire prodotti sensibili alla temperatura, mantenere condizioni igieniche ottimali e adattarsi a diversi formati di imballaggio, tra cui bottiglie, lattine, scatole e buste flessibili. Tali sistemi integrano materiali idonei al contatto con gli alimenti, capacità di lavaggio intensivo (washdown) e conformità a rigorose normative igienico-sanitarie, pur conservando elevate prestazioni di elaborazione necessarie per soddisfare la domanda dei consumatori. Le applicazioni farmaceutiche richiedono un trattamento preciso di prodotti delicati, il rispetto di severi standard qualitativi e l’integrazione con sistemi di serializzazione per garantire la tracciabilità. Le unità pallettizzatrici e depallettizzatrici progettate per ambienti farmaceutici presentano compatibilità con le camere bianche, documentazione di validazione e pinze specializzate che evitano la contaminazione dei prodotti, assicurando al contempo un trattamento delicato di farmaci e dispositivi medici sensibili. Gli impianti manifatturieri che processano componenti automobilistici, prodotti elettronici e beni industriali beneficiano di configurazioni heavy-duty in grado di gestire carichi elevati e forme irregolari. Questi sistemi robusti incorporano strutture rinforzate, meccanismi di sollevamento ad alta capacità e attrezzature specializzate progettate per geometrie specifiche dei prodotti. I settori chimico e petrolchimico impiegano varianti a prova di esplosione, conformi alle classificazioni degli ambienti pericolosi, mantenendo tuttavia un’elevata efficienza operativa anche in condizioni estreme. L’adattabilità si estende ai formati di imballaggio, consentendo di gestire tutto, dai piccoli pacchi commerciali fino ai grandi contenitori industriali, grazie a funzionalità di regolazione automatica che eliminano le procedure manuali di cambio formato. La flessibilità stagionale permette agli impianti di gestire mix di prodotti variabili nel corso dell’anno, con configurazioni programmabili che memorizzano più schemi di movimentazione per una rapida selezione durante i cambi di produzione. I sistemi eccellono nelle operazioni miste (mixed-case), dove prodotti diversi devono essere processati simultaneamente, sfruttando avanzati algoritmi di ordinamento e diverse configurazioni di pinze per gestire in modo efficiente flussi produttivi eterogenei. Le funzionalità di scalabilità consentono l’espansione da operazioni su singola linea a complesse installazioni multi-linea, in linea con la crescita delle esigenze aziendali, proteggendo così l’investimento iniziale e agevolando i piani futuri di ampliamento. Questa versatilità si traduce in un ritorno sull’investimento più rapido, una riduzione dei requisiti formativi e una semplificazione della gestione dell’inventario dei ricambi per più linee produttive.