palletizer and depalletizer
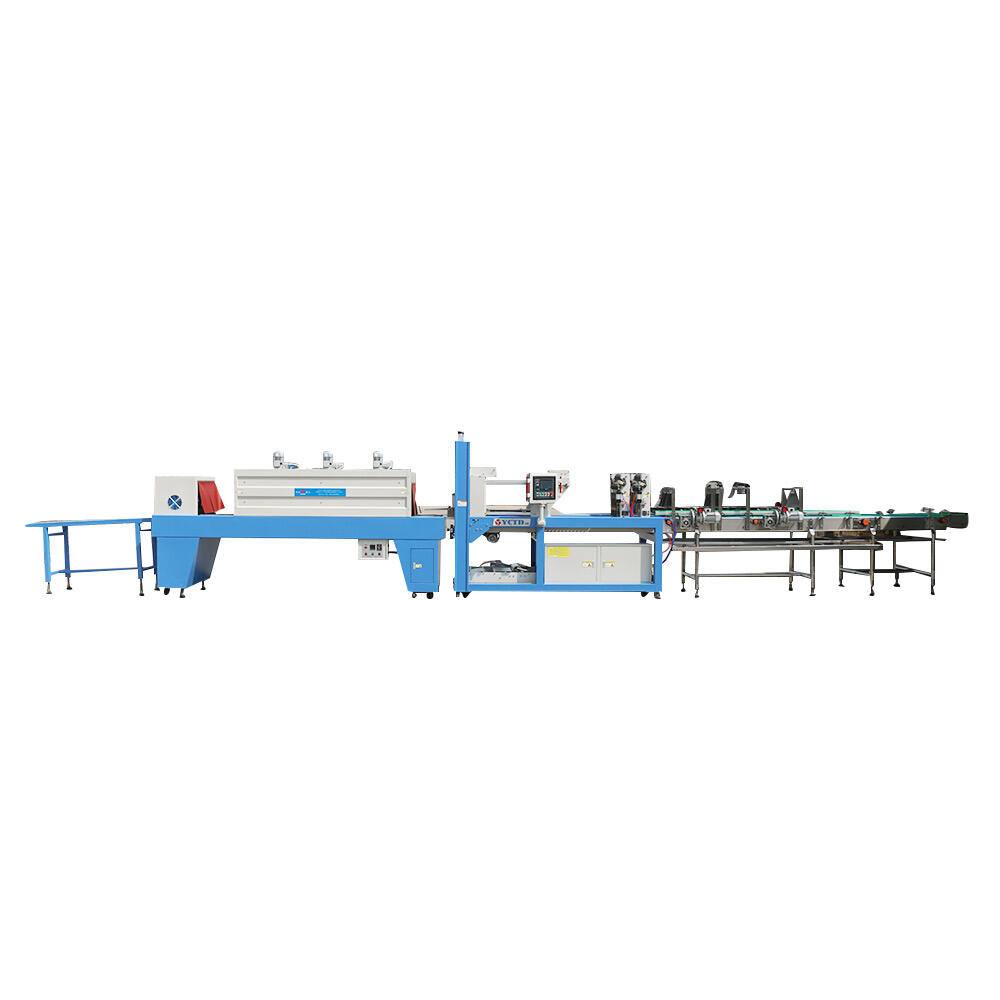
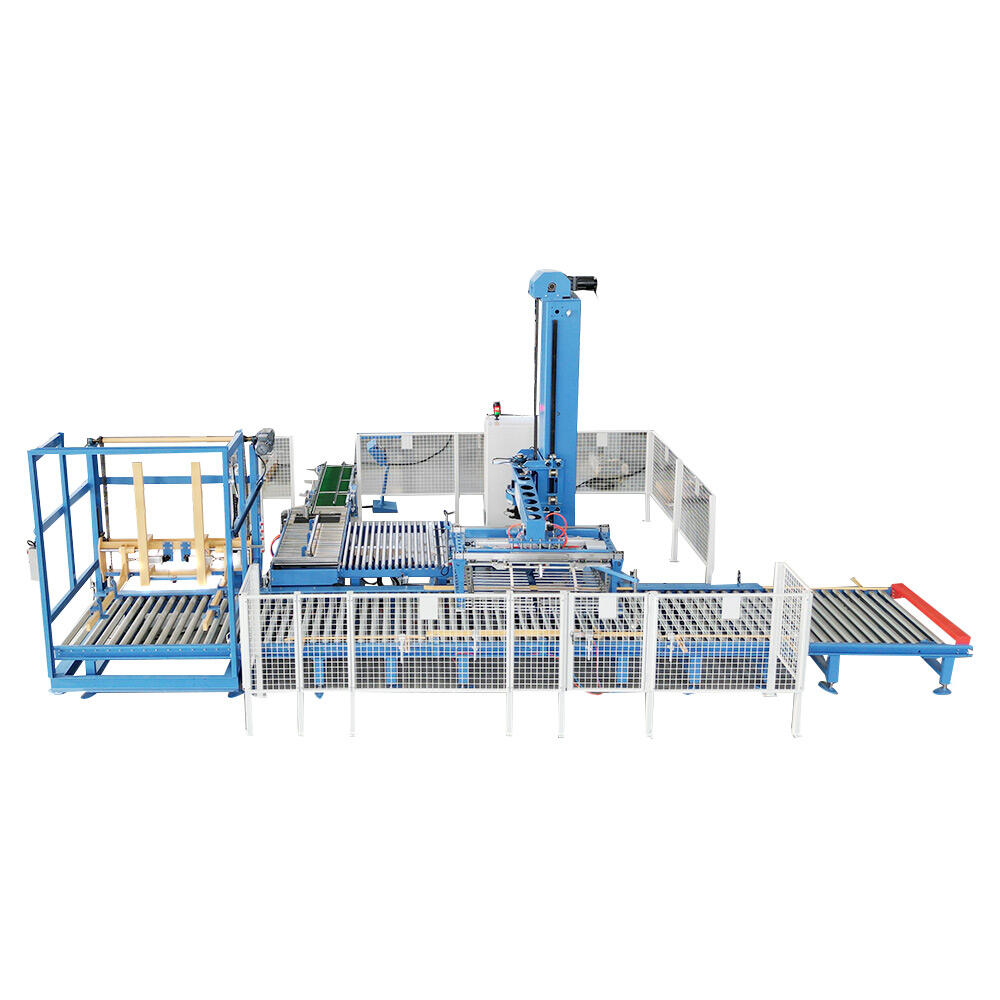
Palletizer and depalletizer systems represent essential automation solutions that revolutionize material handling operations across numerous industries. A palletizer is an automated machine designed to systematically arrange products, packages, or containers onto pallets in predetermined patterns, creating stable loads for storage and transportation. Conversely, a depalletizer performs the reverse function by automatically removing products from pallets and feeding them into production lines or packaging systems. These sophisticated machines incorporate advanced robotics, computer-controlled programming, and precision engineering to deliver consistent, reliable performance in high-volume operations. Modern palletizer and depalletizer units feature state-of-the-art control systems that can be programmed to handle multiple product types, various package sizes, and different stacking patterns without manual intervention. The technological framework includes servo-driven mechanisms, intelligent sensors, and user-friendly interfaces that enable operators to quickly adjust settings for different production requirements. Key components encompass robotic arms with specialized grippers, conveyor systems, safety barriers, and integrated quality control mechanisms. Applications span across food and beverage manufacturing, pharmaceutical production, consumer goods packaging, automotive parts handling, and chemical processing facilities. These systems excel in environments requiring consistent throughput, precise placement accuracy, and minimal product damage during handling processes. The versatility of palletizer and depalletizer technology allows customization for specific industry needs, accommodating products ranging from lightweight packages to heavy industrial components. Integration capabilities enable seamless connectivity with existing production lines, warehouse management systems, and enterprise resource planning software, creating comprehensive automated workflows that enhance overall operational efficiency.