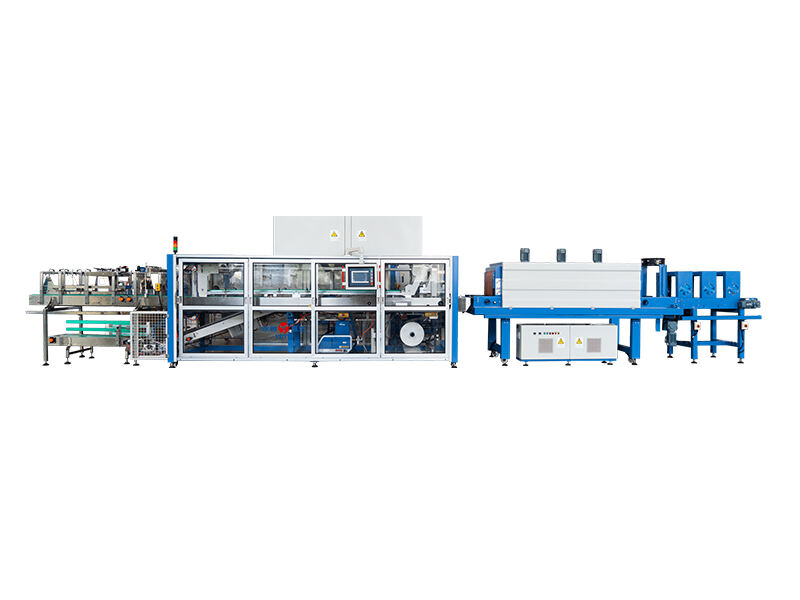
Integrated Quality Control and Monitoring Systems
The beverage carton packer incorporates comprehensive integrated quality control and monitoring systems that establish new standards for packaging reliability and production oversight. This sophisticated feature set combines multiple inspection technologies, real-time data collection, and automated rejection mechanisms to ensure every packaged product meets stringent quality requirements before leaving the production line. The system employs high-resolution cameras, weight sensors, and dimensional measurement tools that continuously evaluate package integrity throughout the packaging process. Quality control begins at the carton infeed stage, where the beverage carton packer inspects each individual container for proper sealing, correct fill levels, and absence of visible defects. Vision systems capture detailed images of carton surfaces, checking for print quality, label placement accuracy, and structural integrity that could affect package performance during distribution. Any cartons failing to meet predetermined specifications are automatically removed from the packaging stream without disrupting overall production flow. The monitoring capabilities extend to packaging material verification, ensuring proper film tension, adhesive application, and tray formation quality. Sensors continuously track material consumption rates, detecting potential issues before they result in packaging failures or material waste. This proactive approach minimizes production interruptions and maintains consistent packaging quality throughout extended operating periods. Real-time data collection provides valuable insights into production performance, tracking metrics such as packaging speeds, quality rejection rates, material utilization efficiency, and overall equipment effectiveness. This information enables production managers to identify optimization opportunities, predict maintenance requirements, and make informed decisions about process improvements. The beverage carton packer's monitoring system generates comprehensive reports that support quality management initiatives and regulatory compliance requirements. Integration with factory management systems allows seamless data sharing across production departments, enabling coordinated responses to quality issues and supporting continuous improvement initiatives. The automated documentation capabilities reduce administrative overhead while providing detailed traceability records that support product recall procedures if necessary.