carton case packer
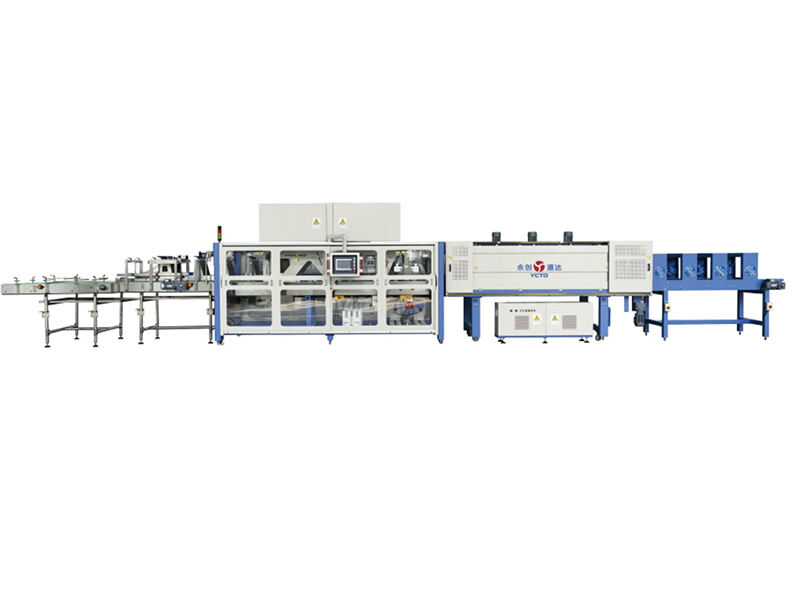
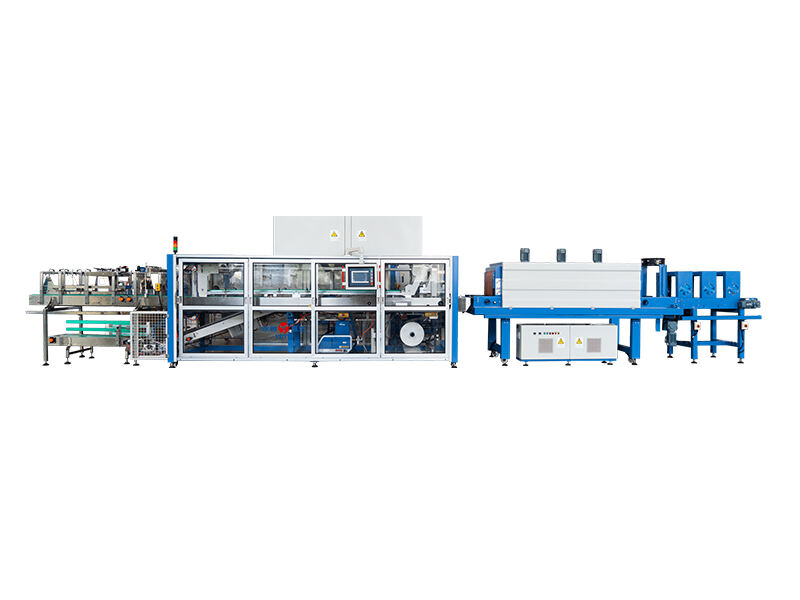
A carton case packer represents an essential piece of automated packaging machinery designed to streamline the process of placing products into cardboard cases or boxes. This sophisticated equipment serves as a crucial component in modern production lines, offering manufacturers the ability to package various items efficiently and consistently. The carton case packer operates through a systematic approach that involves product feeding, case formation, loading, and sealing operations. Modern carton case packer systems incorporate advanced robotics and precision engineering to handle diverse product types, from bottles and cans to packaged goods and consumer products. The technological framework of a carton case packer includes servo-driven motors for precise positioning, programmable logic controllers for operational control, and sensor systems for quality monitoring. These machines utilize mechanical grippers, vacuum systems, or robotic arms to manipulate products with remarkable accuracy. The carton case packer can accommodate multiple packaging formats, including wraparound cases, tray and hood combinations, and standard RSC boxes. Integration capabilities allow the carton case packer to connect seamlessly with upstream and downstream equipment such as conveyors, labeling machines, and palletizers. Vision systems and quality control mechanisms ensure proper product placement and case integrity throughout the packaging process. Applications span numerous industries including food and beverage, pharmaceuticals, cosmetics, automotive parts, and consumer goods manufacturing. The carton case packer addresses varying production speeds, typically ranging from 5 to 60 cases per minute depending on product specifications and case configurations. Flexibility remains a cornerstone feature, enabling quick changeovers between different product sizes and case dimensions. Safety features include emergency stops, protective barriers, and compliance with international safety standards. The carton case packer contributes significantly to operational efficiency while maintaining consistent packaging quality standards across high-volume production environments.