case packers cartoners
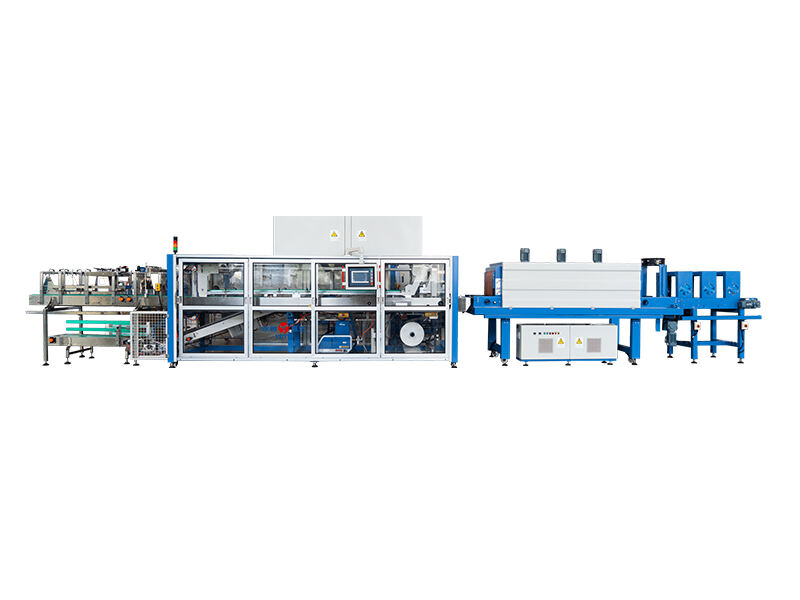
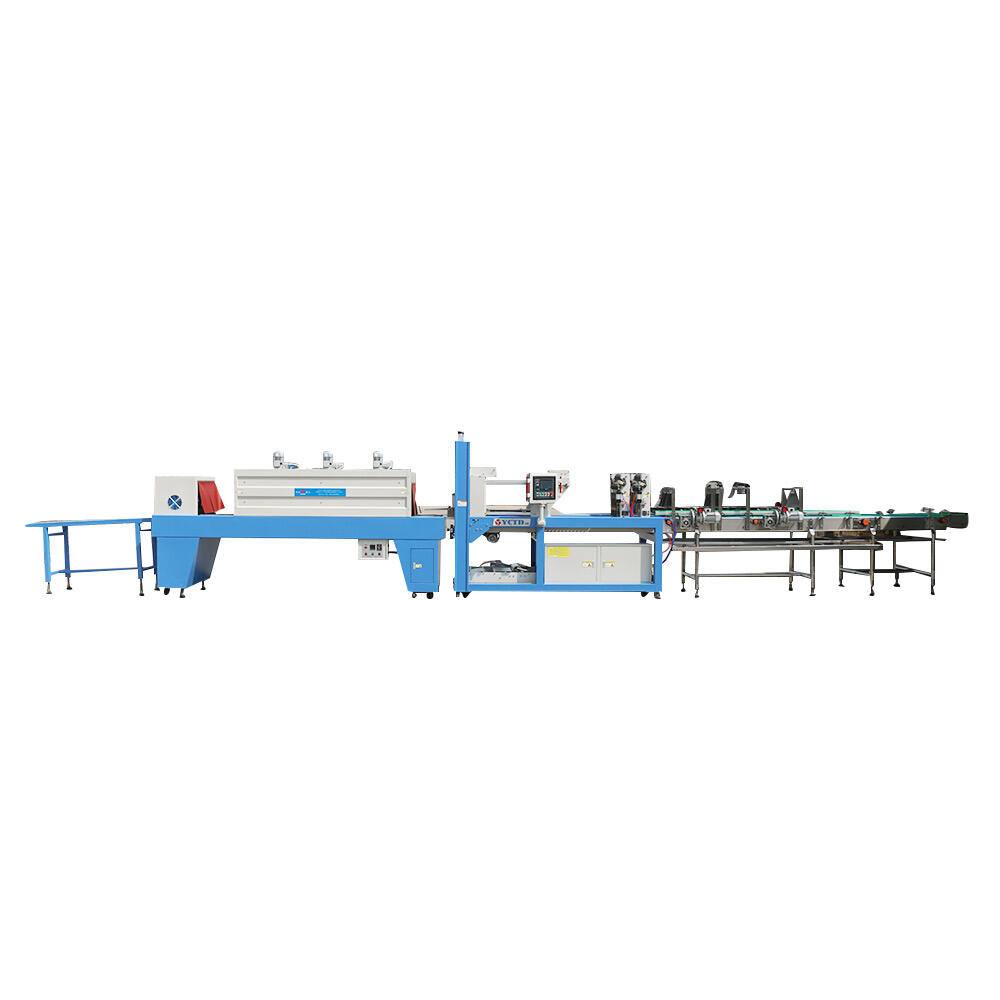
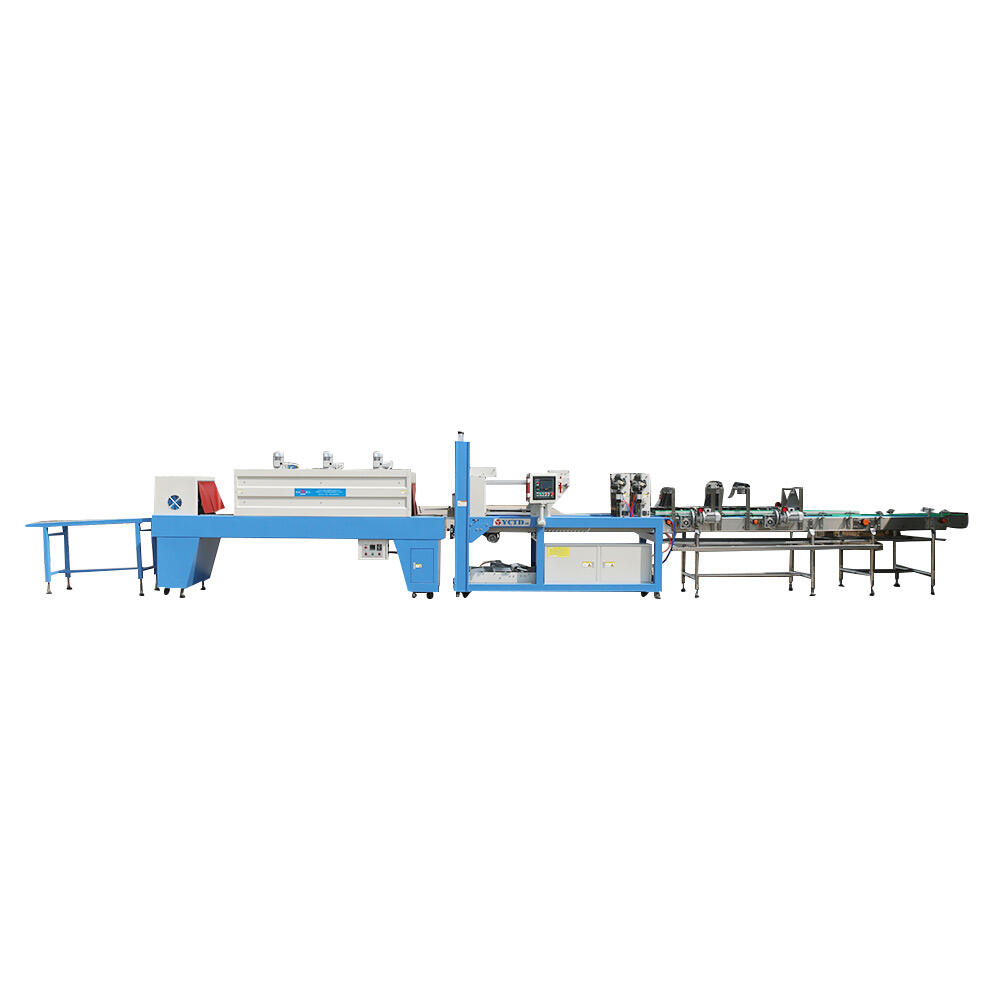
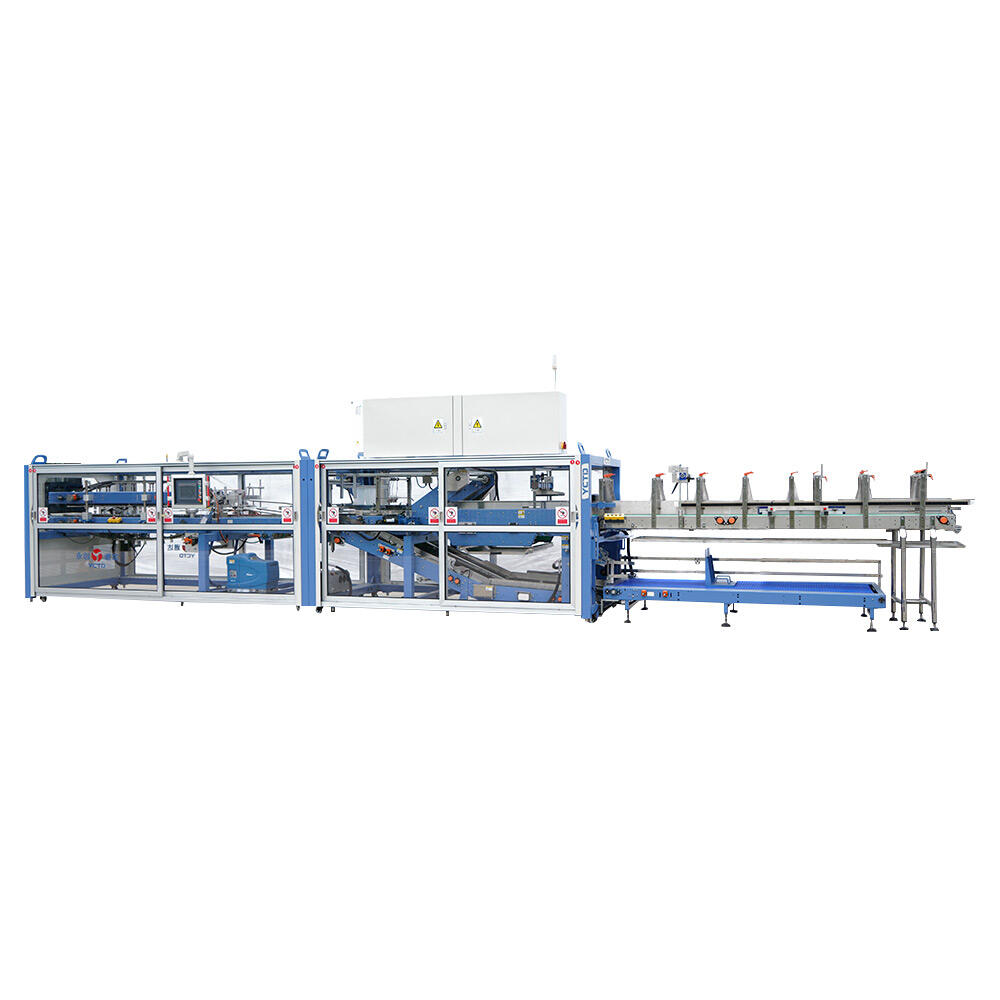
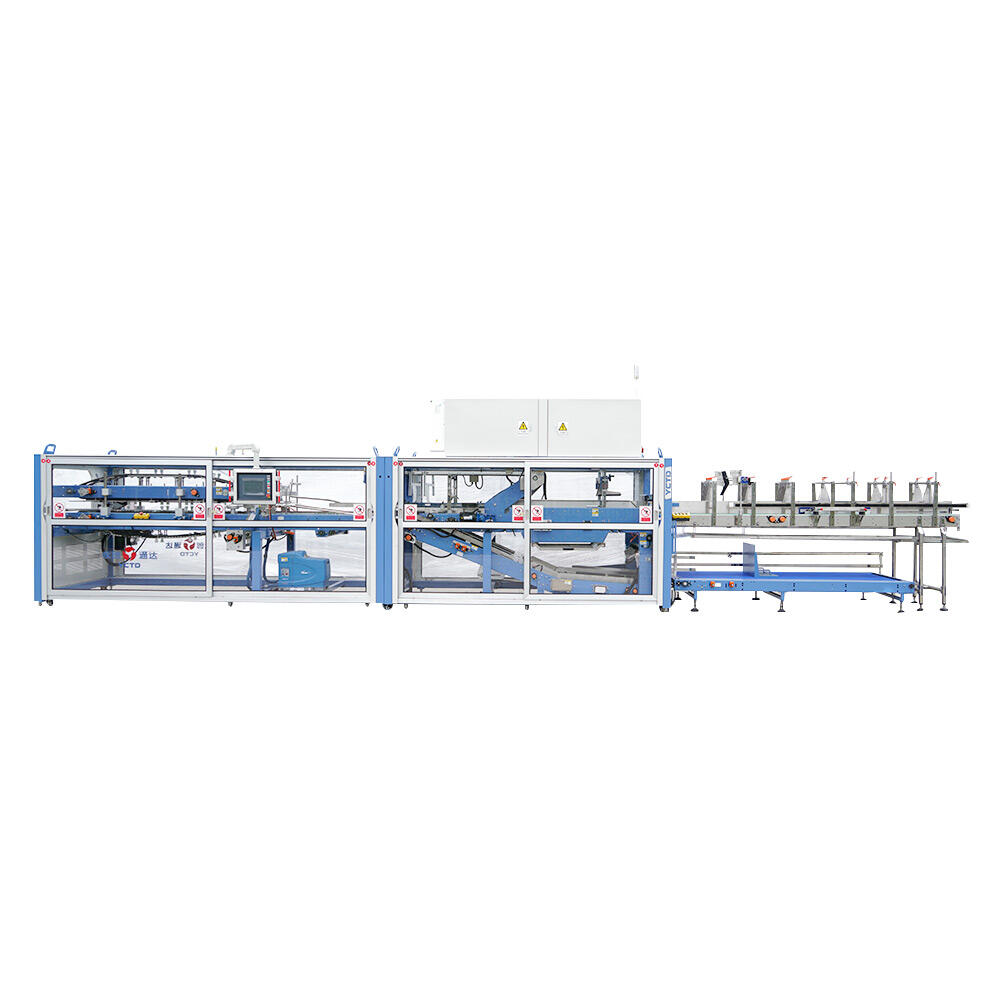
Case packers cartoners represent essential automated packaging machinery designed to streamline secondary packaging operations across diverse manufacturing industries. These sophisticated machines efficiently organize, group, and package products into cartons, cases, or shipping containers, significantly enhancing production line efficiency and reducing labor costs. Modern case packers cartoners integrate advanced robotics, precision sensors, and intelligent control systems to handle various product types, sizes, and packaging formats with remarkable accuracy and speed. The primary function of case packers cartoners involves automatically collecting individual products or primary packages from conveyor systems and systematically arranging them into predetermined configurations within secondary packaging containers. These machines excel at handling multiple product orientations, ensuring optimal space utilization while maintaining product integrity throughout the packaging process. Contemporary case packers cartoners feature modular designs that accommodate frequent changeovers between different product lines, making them invaluable for manufacturers producing diverse product portfolios. The technological architecture of these systems incorporates servo-driven mechanisms that provide precise positioning and gentle product handling, minimizing damage risks during packaging operations. Advanced vision systems and quality control sensors continuously monitor packaging accuracy, automatically rejecting improperly packed cases and maintaining consistent quality standards. Case packers cartoners find extensive applications across food and beverage industries, pharmaceutical manufacturing, consumer goods production, and e-commerce fulfillment centers. Their versatility extends to packaging various product formats including bottles, cans, pouches, boxes, and irregularly shaped items. These machines significantly reduce manual labor requirements while increasing packaging throughput, typically achieving speeds ranging from 10 to 100 cases per minute depending on product complexity and machine configuration. Integration capabilities allow case packers cartoners to seamlessly connect with upstream and downstream equipment, creating comprehensive automated packaging lines that minimize human intervention and maximize operational efficiency.