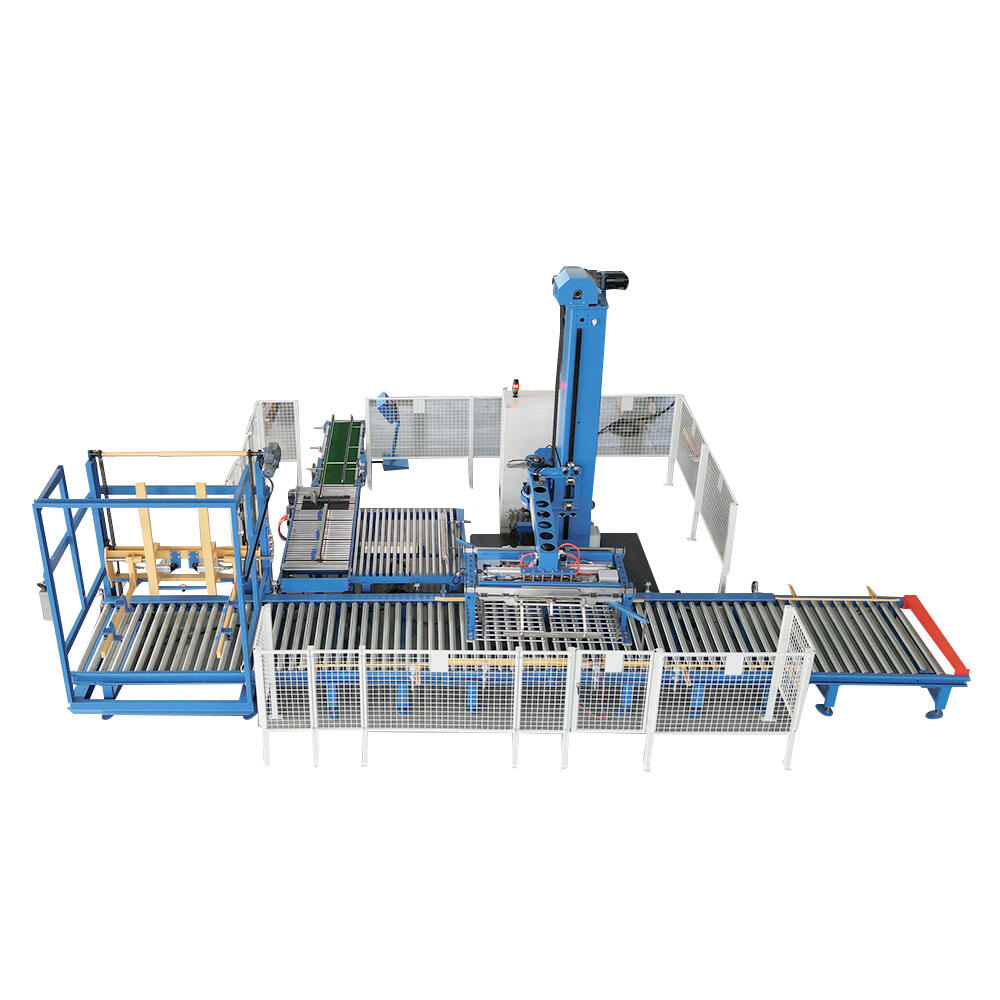
box conveyor
A box conveyor represents a specialized material handling system designed to transport packaged goods, boxes, and containers efficiently throughout warehouses, distribution centers, and manufacturing facilities. This automated transportation solution serves as the backbone of modern logistics operations, moving products seamlessly from one point to another with minimal human intervention. The box conveyor system consists of a continuous belt or series of rollers that carry items along a predetermined path, ensuring smooth and reliable movement of goods. These systems integrate sophisticated control mechanisms that regulate speed, direction, and timing to optimize workflow efficiency. Box conveyor technology incorporates sensors and monitoring devices that track product movement, detect jams, and provide real-time operational data. The modular design allows for customizable configurations that adapt to specific facility layouts and operational requirements. Advanced box conveyor systems feature variable speed controls, enabling operators to adjust transportation rates based on production demands and downstream processing capabilities. The robust construction ensures durability and longevity even under continuous operation in demanding industrial environments. Safety features include emergency stops, protective guards, and warning systems that protect both personnel and equipment. Modern box conveyor installations often incorporate energy-efficient motors and drives that reduce operational costs while maintaining high performance standards. The integration capabilities allow seamless connection with other automation equipment such as sorting systems, packaging machines, and warehouse management software. These conveyors handle various box sizes and weights, accommodating diverse product ranges without requiring significant modifications. The precision engineering ensures accurate positioning and gentle handling of fragile items while maintaining high throughput rates. Box conveyor systems contribute significantly to reducing labor costs, minimizing handling damage, and improving overall operational efficiency in material handling applications.