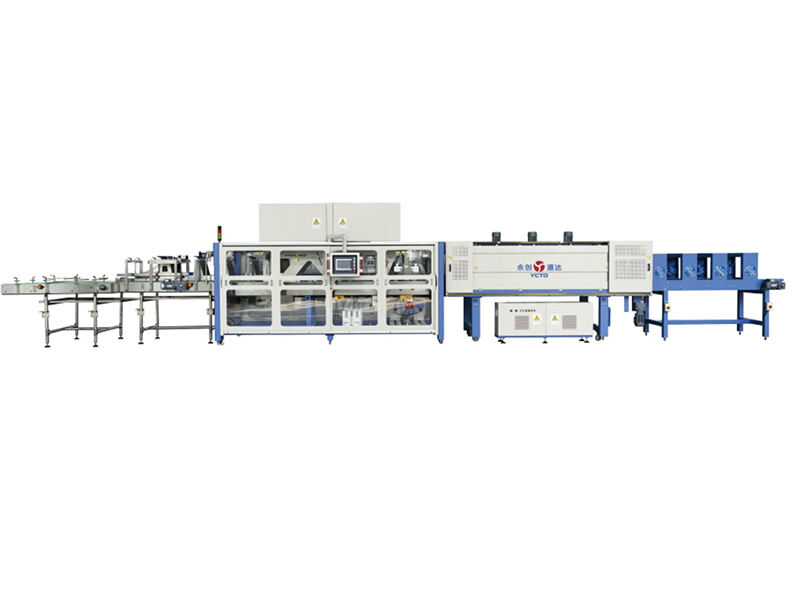
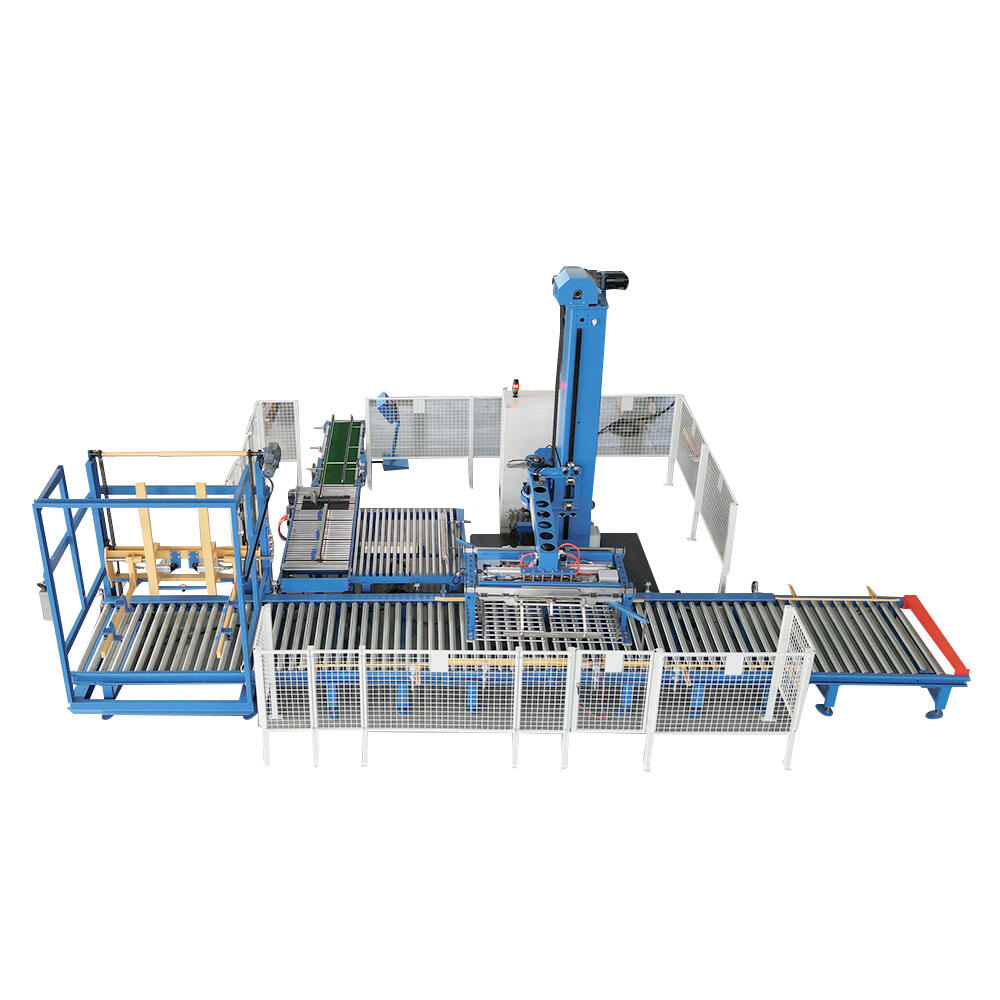
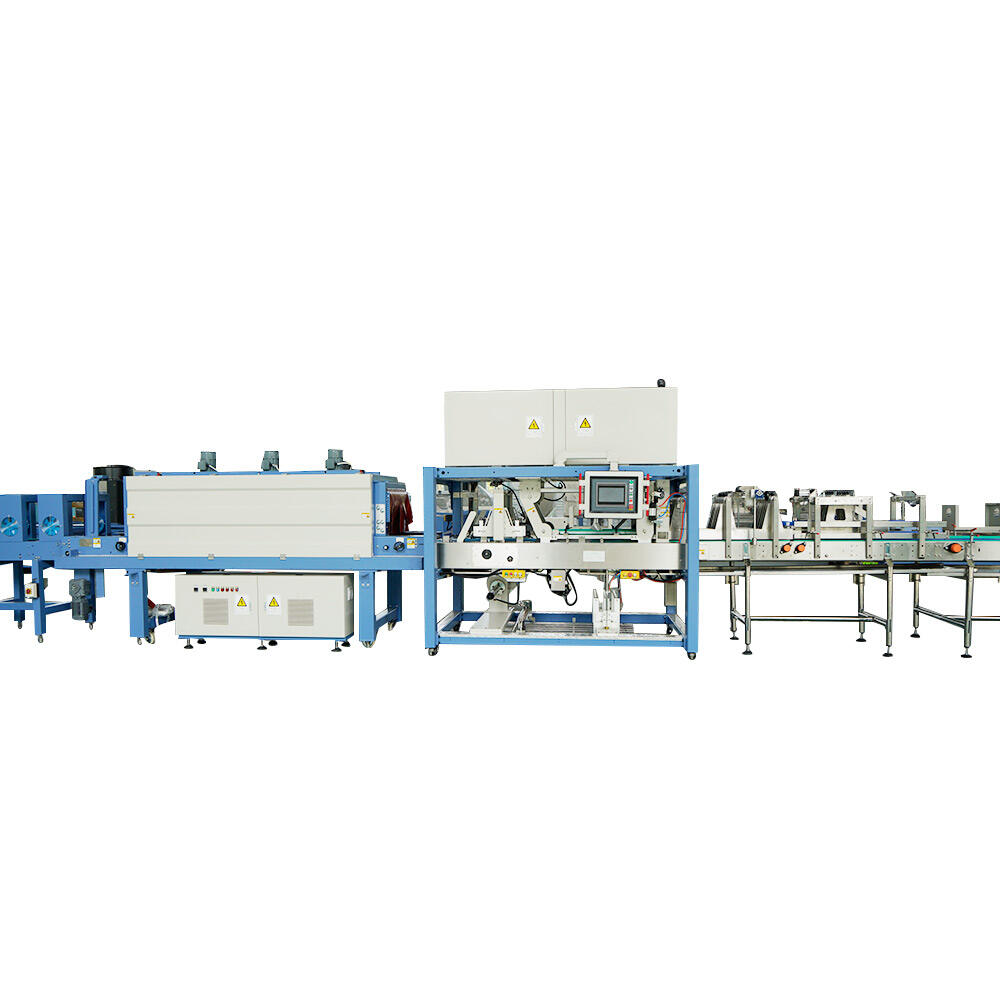
mobile conveyor belt
The mobile conveyor belt represents a revolutionary advancement in material handling technology, offering unparalleled flexibility and efficiency for diverse industrial applications. This sophisticated equipment combines the reliability of traditional conveyor systems with the added benefit of portability, enabling businesses to transport materials quickly and efficiently across varying locations and terrains. The mobile conveyor belt system consists of a robust belt mechanism mounted on a wheeled chassis, allowing operators to easily relocate the equipment as production needs change. These systems feature adjustable height settings, variable speed controls, and durable construction materials that withstand harsh operating conditions. The technological framework incorporates advanced motor systems, precision-engineered rollers, and high-grade conveyor belting materials that ensure smooth operation and minimal maintenance requirements. Modern mobile conveyor belt units often include wireless remote controls, automated start-stop functions, and integrated safety features such as emergency stop buttons and protective guards. The versatility of these systems makes them indispensable across multiple industries, including construction, mining, agriculture, warehousing, and manufacturing. In construction sites, mobile conveyor belt systems efficiently transport aggregate materials, concrete, and debris over considerable distances and elevation changes. Mining operations utilize these systems for ore transportation, waste removal, and material sorting processes. Agricultural applications include grain handling, seed processing, and harvest operations where mobility is crucial for field-to-storage transportation. The warehouse and distribution sector benefits from the ability to quickly reconfigure loading and unloading operations based on changing inventory requirements. Manufacturing facilities employ mobile conveyor belt systems for assembly line flexibility, raw material distribution, and finished product handling. The engineering excellence behind these systems ensures optimal performance while maintaining cost-effectiveness for businesses of all sizes.