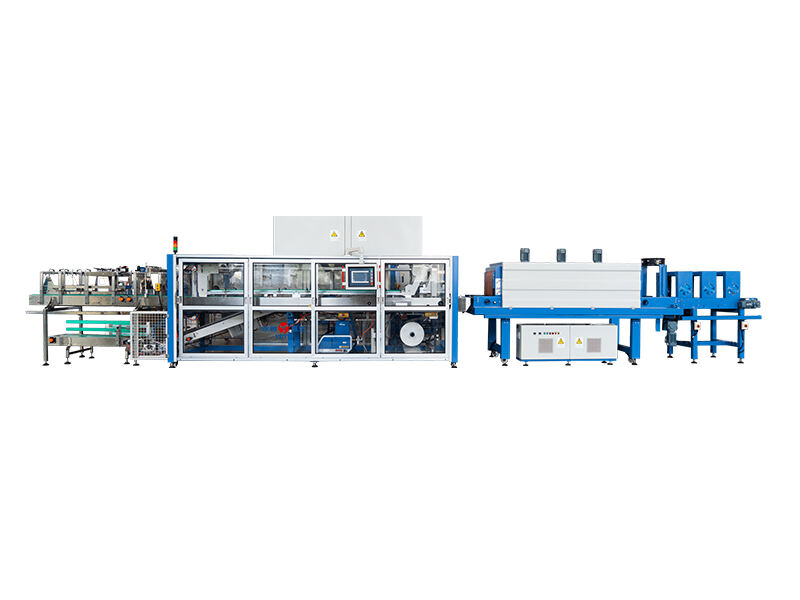
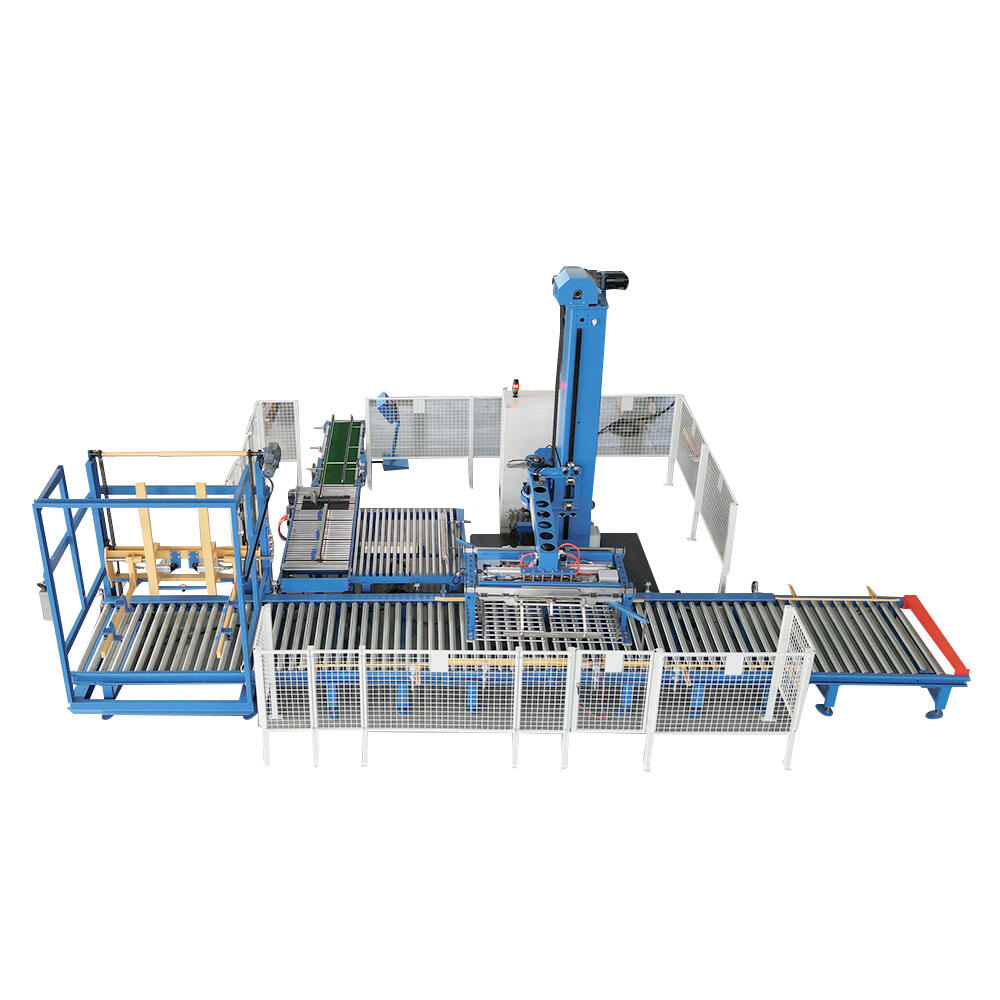
elevator belt conveyor
The elevator belt conveyor represents a revolutionary advancement in vertical material handling technology, designed to efficiently transport goods, materials, and products between different levels within industrial facilities, warehouses, and manufacturing plants. This sophisticated system combines the reliability of traditional belt conveyors with the vertical lifting capabilities required for multi-story operations. The elevator belt conveyor utilizes a continuous belt loop system that moves materials upward or downward through a controlled pathway, ensuring smooth and consistent transportation without the need for manual intervention. The main functions of this system include vertical material transport, load distribution management, and automated feeding between production levels. The elevator belt conveyor incorporates advanced drive mechanisms, precision-engineered pulleys, and high-strength belting materials that can withstand heavy loads while maintaining operational efficiency. Technological features include variable speed controls, emergency stop systems, safety guards, and monitoring sensors that track belt tension and alignment. The system can be customized with different belt widths, lifting heights, and load capacities to meet specific operational requirements. Modern elevator belt conveyor systems feature integrated control panels with programmable logic controllers that allow operators to adjust speed settings, monitor performance metrics, and receive maintenance alerts. The modular design enables easy installation and maintenance, while the robust construction ensures long-term durability even in demanding industrial environments. Safety features include protective enclosures, emergency stops, and overload protection systems. Applications span across industries including food processing, automotive manufacturing, packaging operations, mining, agriculture, and logistics centers where efficient vertical material flow is essential for maintaining productivity and reducing labor costs.