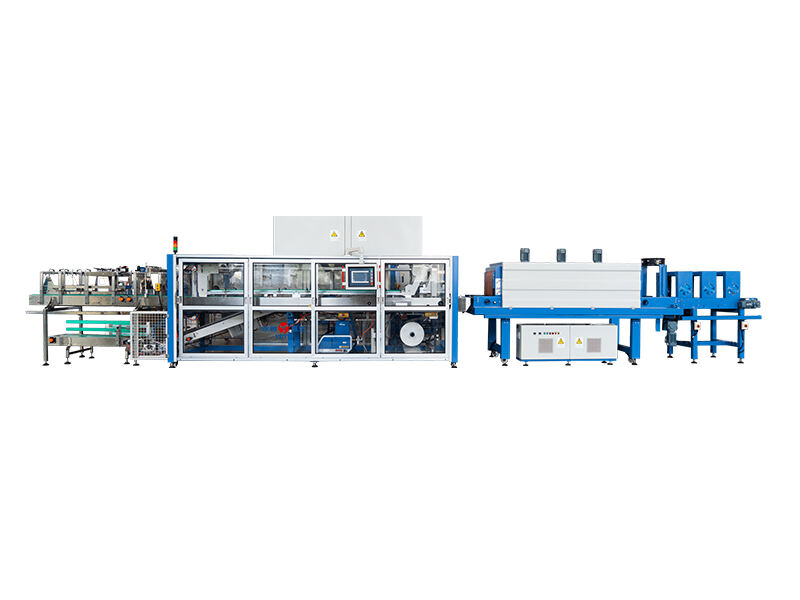
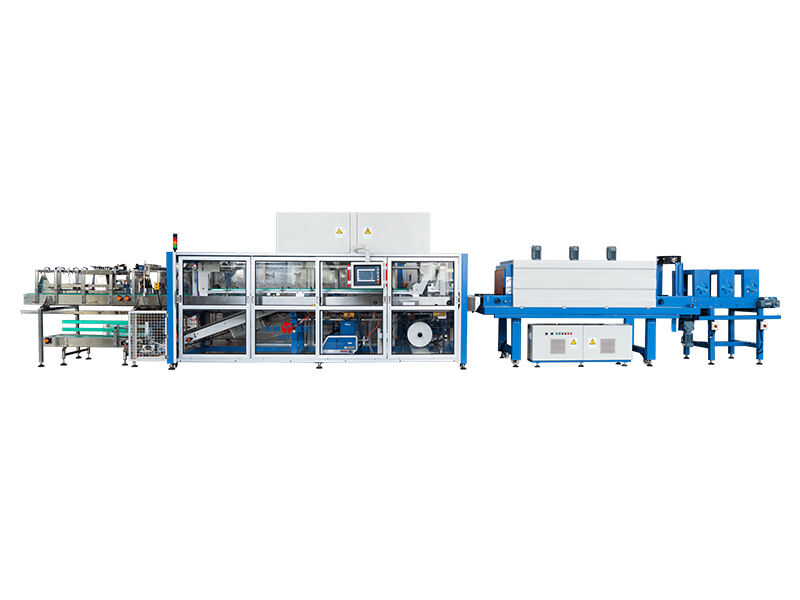
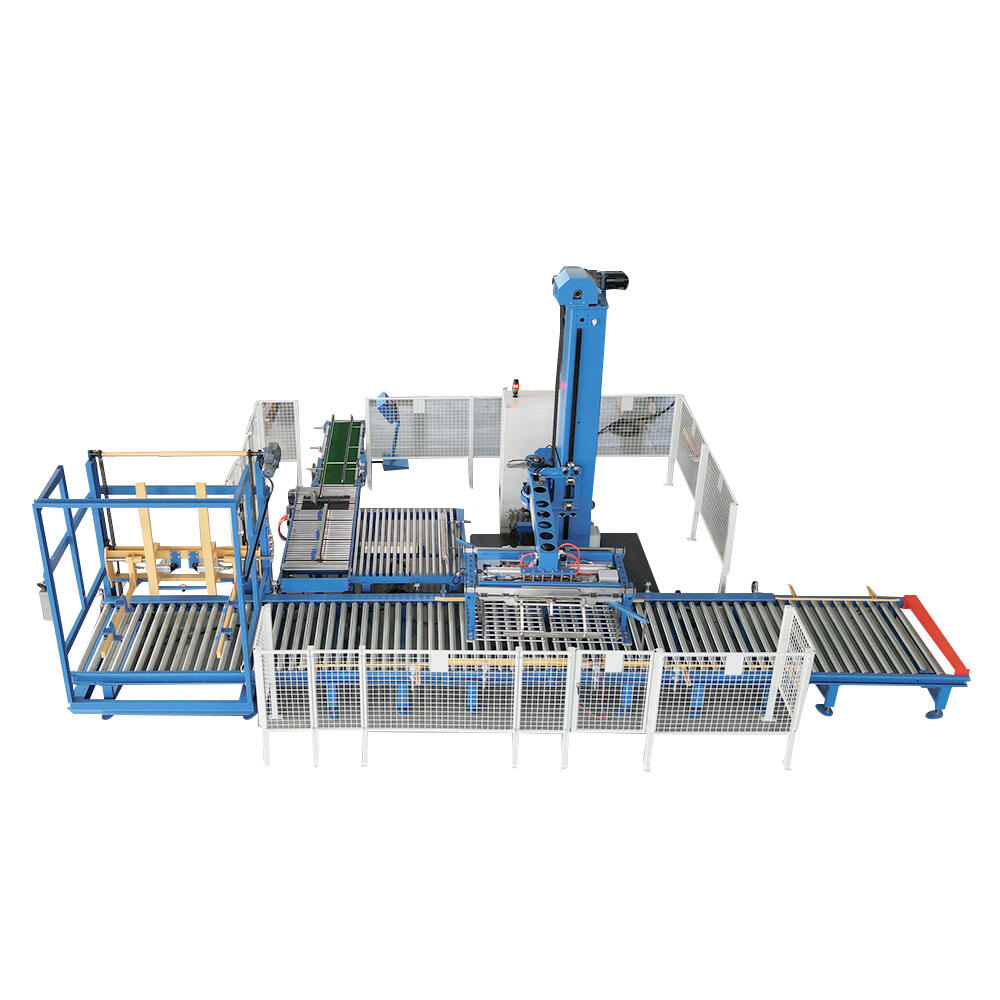
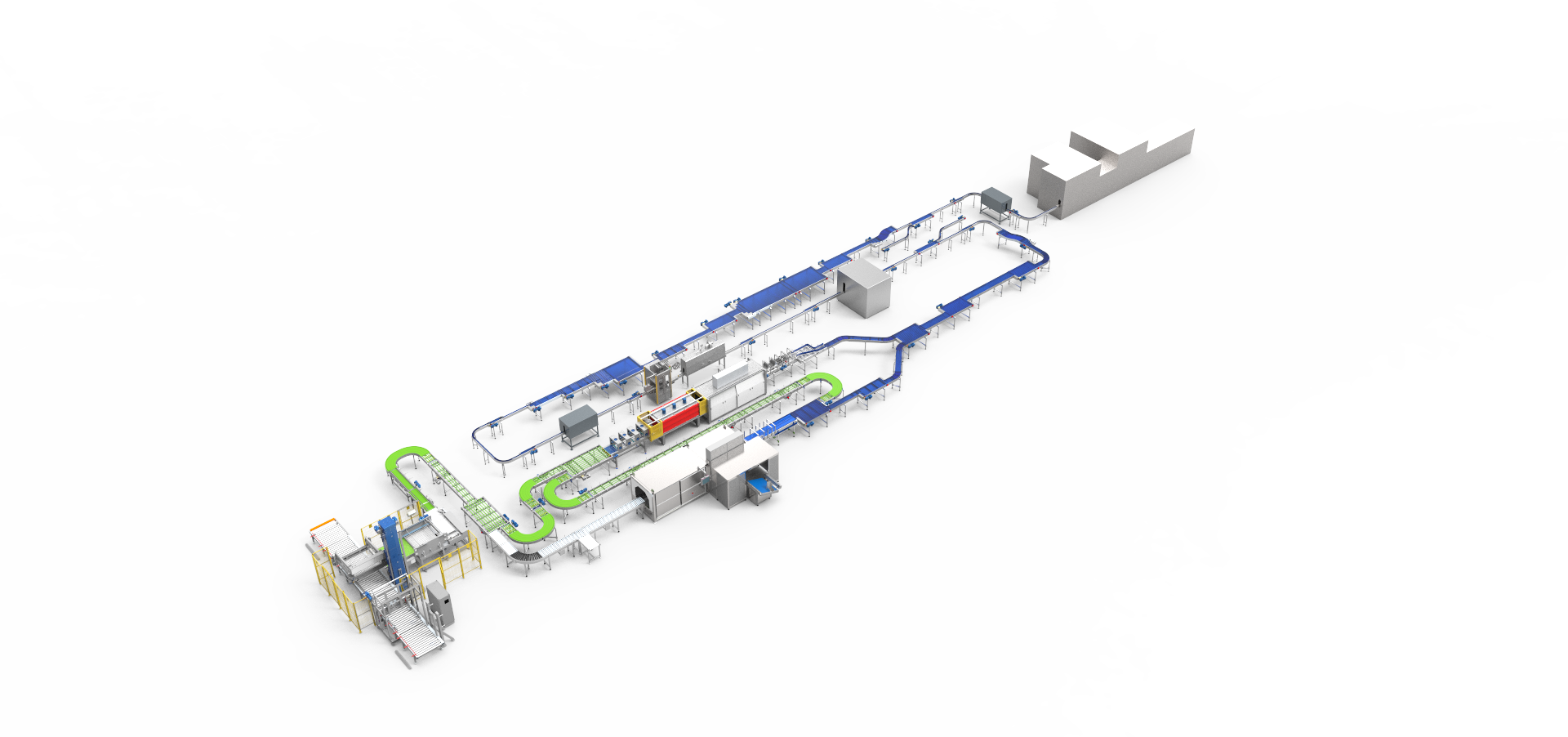
beverage production line
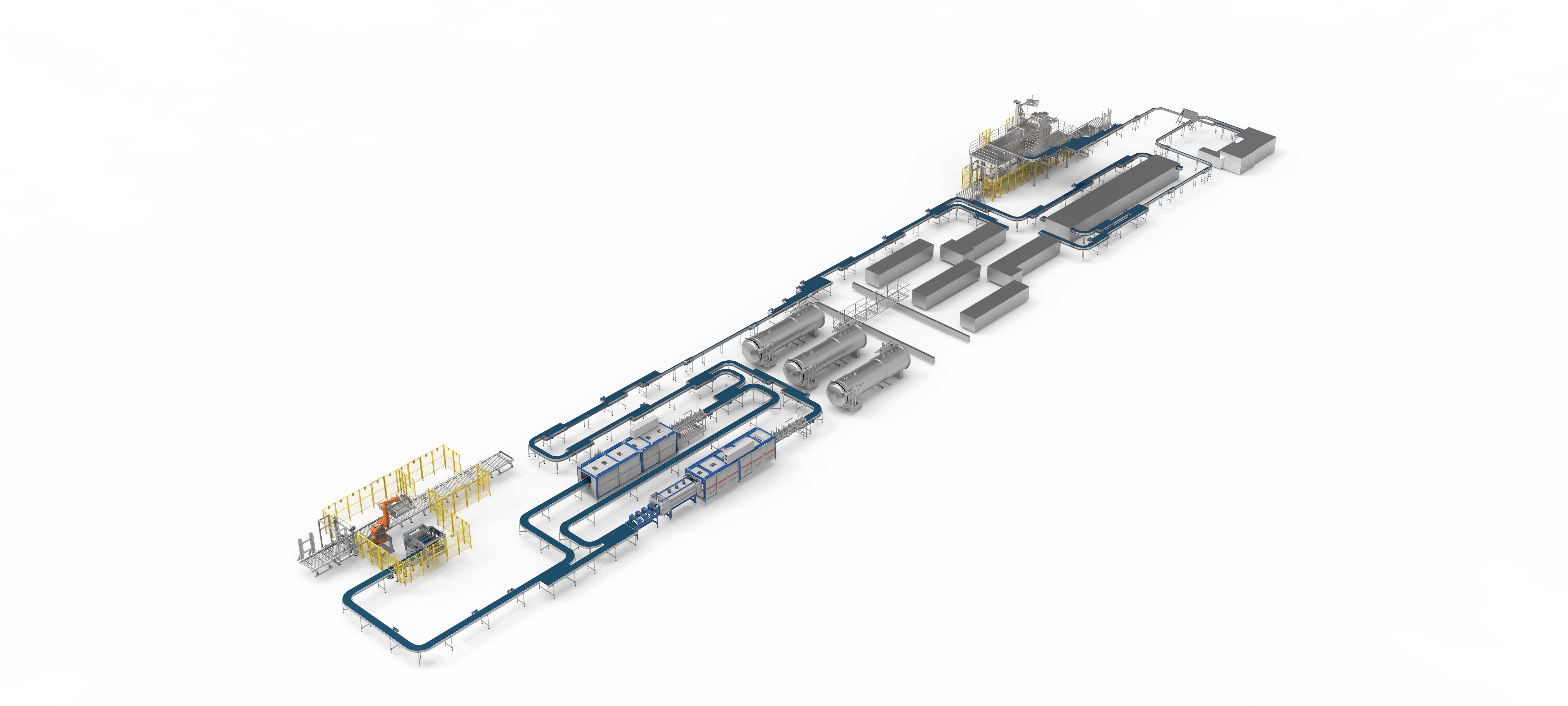
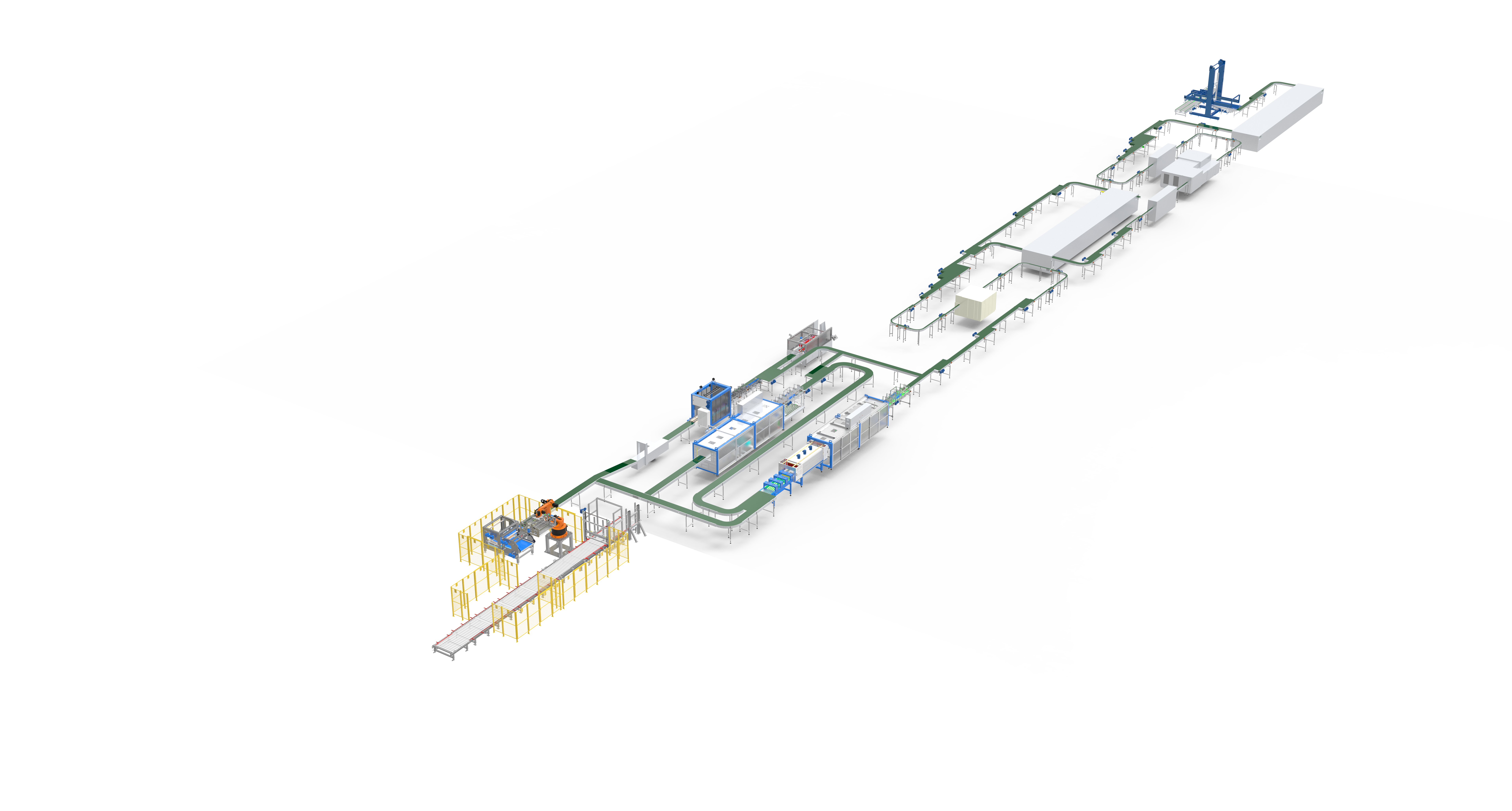
A beverage production line represents a sophisticated manufacturing system designed to transform raw materials into finished drinks through automated processes. This comprehensive system integrates multiple stages including mixing, pasteurization, filling, capping, labeling, and packaging to create high-quality beverages efficiently. Modern beverage production lines incorporate advanced technology such as programmable logic controllers, computerized monitoring systems, and precision sensors to ensure consistent product quality and optimal operational efficiency. The main functions of a beverage production line encompass raw material preparation where ingredients are precisely measured and blended according to specific formulations. The mixing process combines various components including water treatment, syrup preparation, and additive integration to create the final beverage formula. Pasteurization systems eliminate harmful microorganisms while preserving taste and nutritional value through controlled heating and cooling cycles. The filling stations utilize advanced volumetric or gravimetric filling techniques to ensure accurate product volumes in containers. Capping mechanisms apply secure closures using torque-controlled systems that prevent leakage while maintaining product freshness. Labeling equipment applies product information, branding, and regulatory compliance details with precision positioning and adhesion quality. Quality control systems throughout the beverage production line monitor parameters such as temperature, pressure, flow rates, and fill levels to maintain consistent standards. Modern production lines feature modular designs that allow manufacturers to customize configurations based on specific beverage types including carbonated drinks, juices, energy drinks, water, dairy beverages, and alcoholic products. These systems can handle various container formats from glass bottles to plastic containers, aluminum cans, and flexible pouches. The integration of Industry 4.0 technologies enables real-time data collection, predictive maintenance scheduling, and remote monitoring capabilities that optimize production efficiency while reducing operational costs and minimizing downtime through proactive maintenance strategies.