compact palletizer
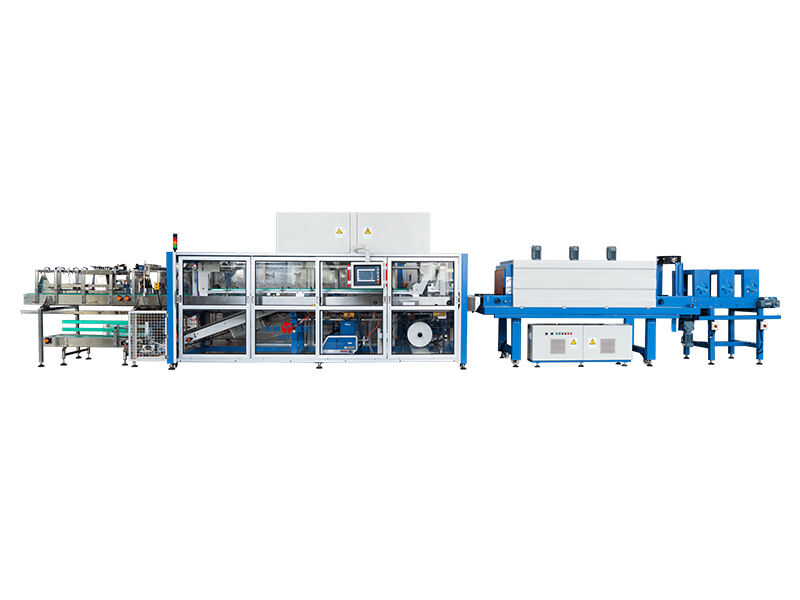
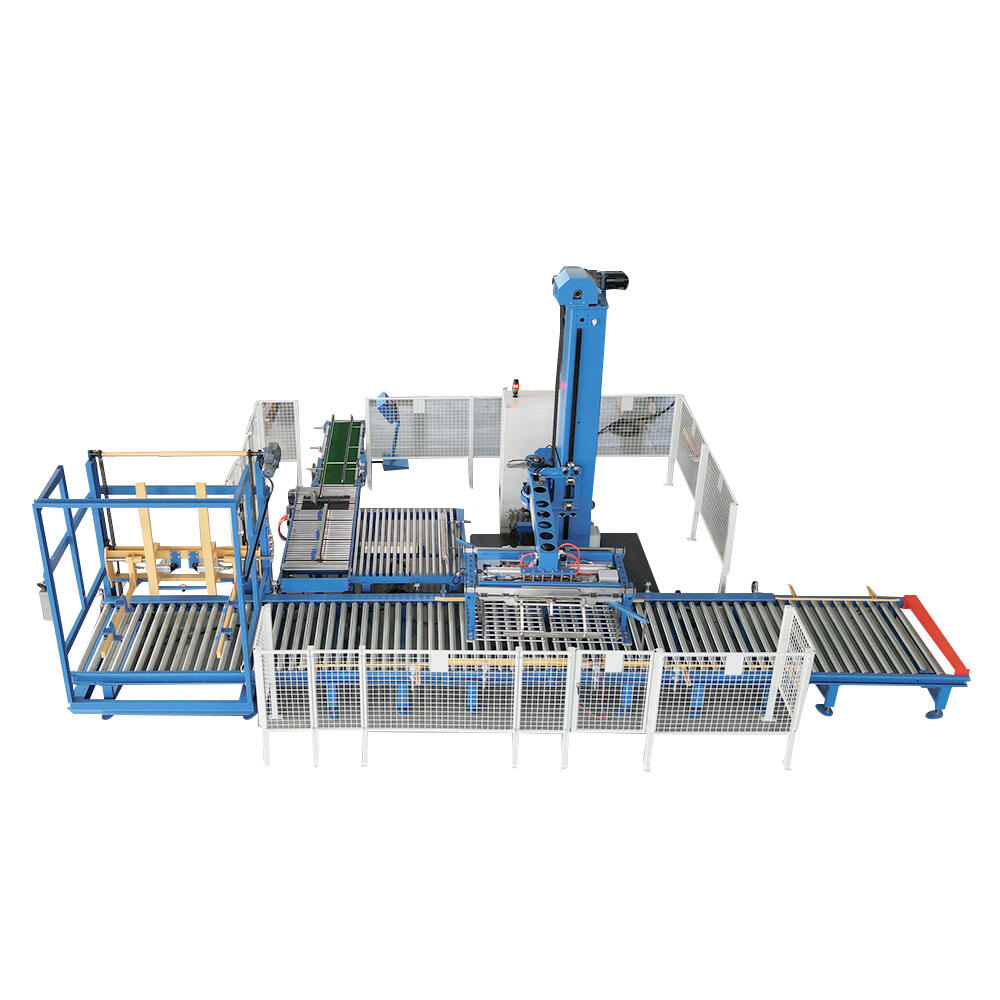
A compact palletizer represents a revolutionary approach to automated packaging and material handling systems designed specifically for businesses with space constraints and moderate production volumes. This sophisticated machinery integrates advanced robotics technology with precision engineering to streamline the palletizing process while occupying minimal floor space. The compact palletizer serves as an essential component in modern manufacturing and distribution facilities, offering automated stacking and arranging of products onto pallets with remarkable accuracy and consistency. These systems typically feature robotic arms equipped with specialized grippers that can handle various product types, from boxes and bags to bottles and containers. The technological architecture of a compact palletizer incorporates programmable logic controllers, servo motors, and intelligent sensors that work together to ensure precise placement and optimal load distribution. Most units include user-friendly touchscreen interfaces that allow operators to configure stacking patterns, adjust speed settings, and monitor performance metrics in real-time. The compact palletizer utilizes advanced vision systems and safety protocols to maintain operational integrity while protecting personnel. These machines can typically handle payload capacities ranging from 50 to 500 cases per hour, depending on product specifications and configuration requirements. The versatility of compact palletizers extends across numerous industries including food and beverage, pharmaceuticals, consumer goods, and chemical manufacturing. Their modular design allows for easy integration with existing conveyor systems and packaging lines, making them suitable for retrofit installations as well as new facility constructions. The compact palletizer incorporates energy-efficient components and optimized programming to reduce operational costs while maintaining high throughput rates. These systems often include remote diagnostic capabilities, enabling predictive maintenance and minimizing unexpected downtime.