conveyor suppliers
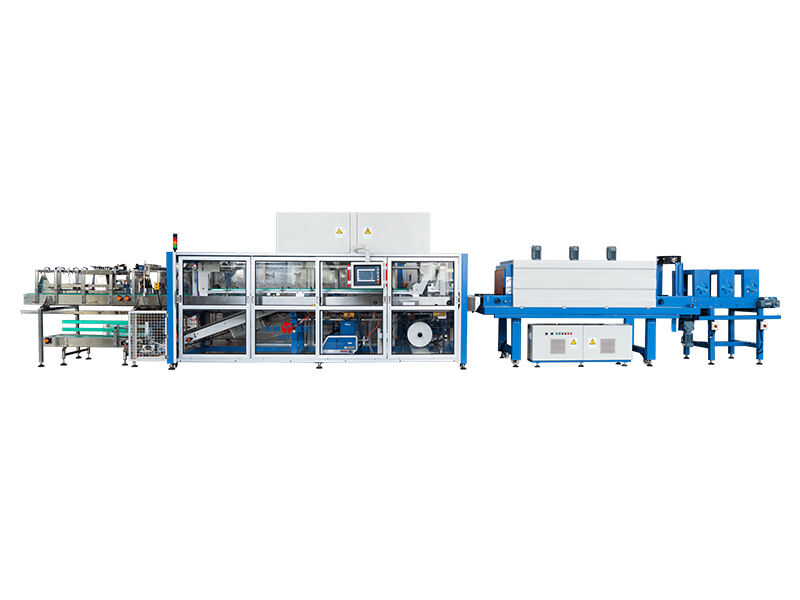
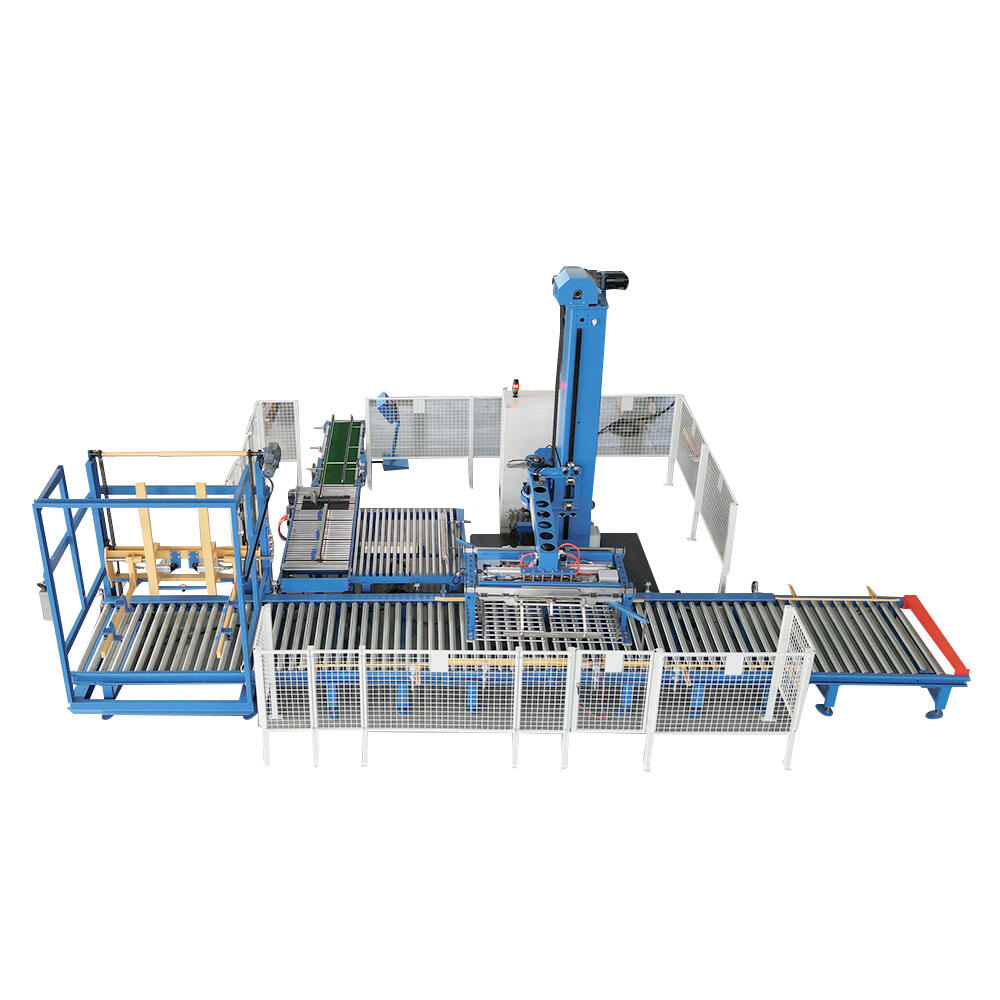
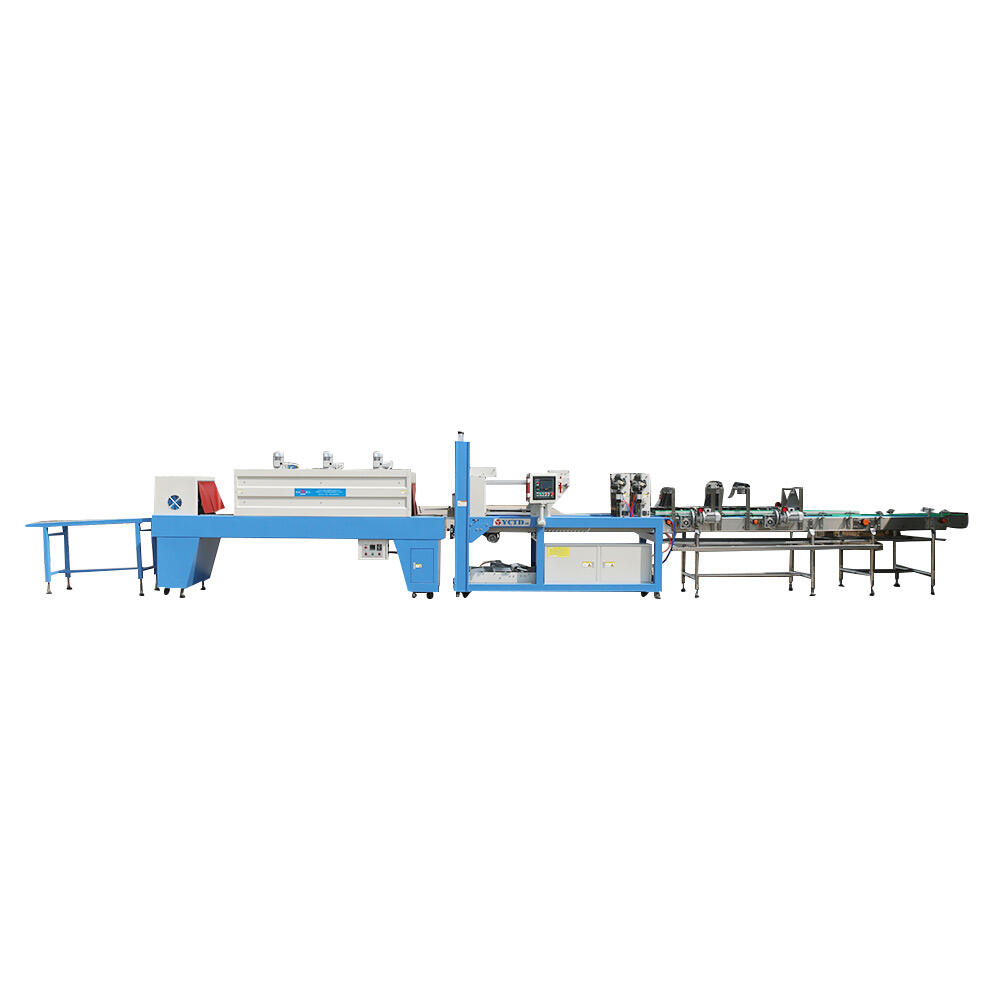
Conveyor suppliers play a pivotal role in modern industrial operations by providing essential material handling solutions across diverse sectors. These specialized companies design, manufacture, and deliver comprehensive conveyor systems that streamline production processes and enhance operational efficiency. Leading conveyor suppliers offer an extensive range of products including belt conveyors, roller conveyors, chain conveyors, screw conveyors, and pneumatic systems tailored to meet specific industry requirements. The primary functions of conveyor suppliers encompass system design consultation, custom engineering solutions, installation services, maintenance support, and ongoing technical assistance. These providers utilize advanced manufacturing techniques and cutting-edge materials to create durable, reliable conveyor systems capable of handling various products from lightweight packages to heavy industrial components. Technologically, modern conveyor suppliers integrate smart automation features such as variable speed controls, sensor-based monitoring systems, programmable logic controllers, and energy-efficient motors. Many suppliers now incorporate IoT connectivity and predictive maintenance capabilities that allow real-time system monitoring and performance optimization. The applications for conveyor systems span numerous industries including manufacturing, food processing, pharmaceuticals, automotive, mining, logistics, warehousing, and e-commerce fulfillment centers. Conveyor suppliers work closely with clients to understand specific operational challenges and develop customized solutions that improve throughput, reduce labor costs, and minimize product damage during transportation. Quality conveyor suppliers maintain rigorous testing standards and comply with international safety regulations to ensure their systems meet the highest performance benchmarks. They also provide comprehensive training programs for operators and maintenance personnel, ensuring optimal system utilization and longevity. The expertise of professional conveyor suppliers extends beyond basic equipment provision to include complete turnkey solutions that integrate seamlessly with existing production lines and warehouse management systems.