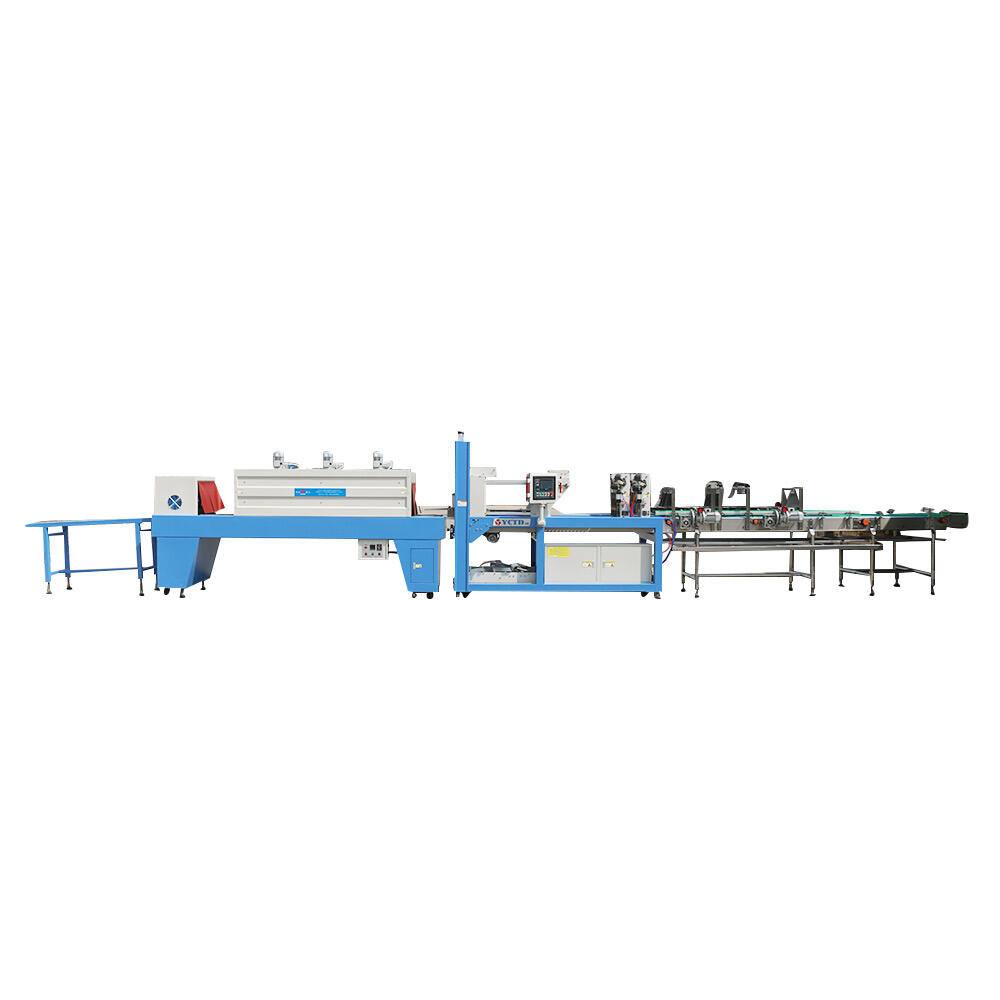
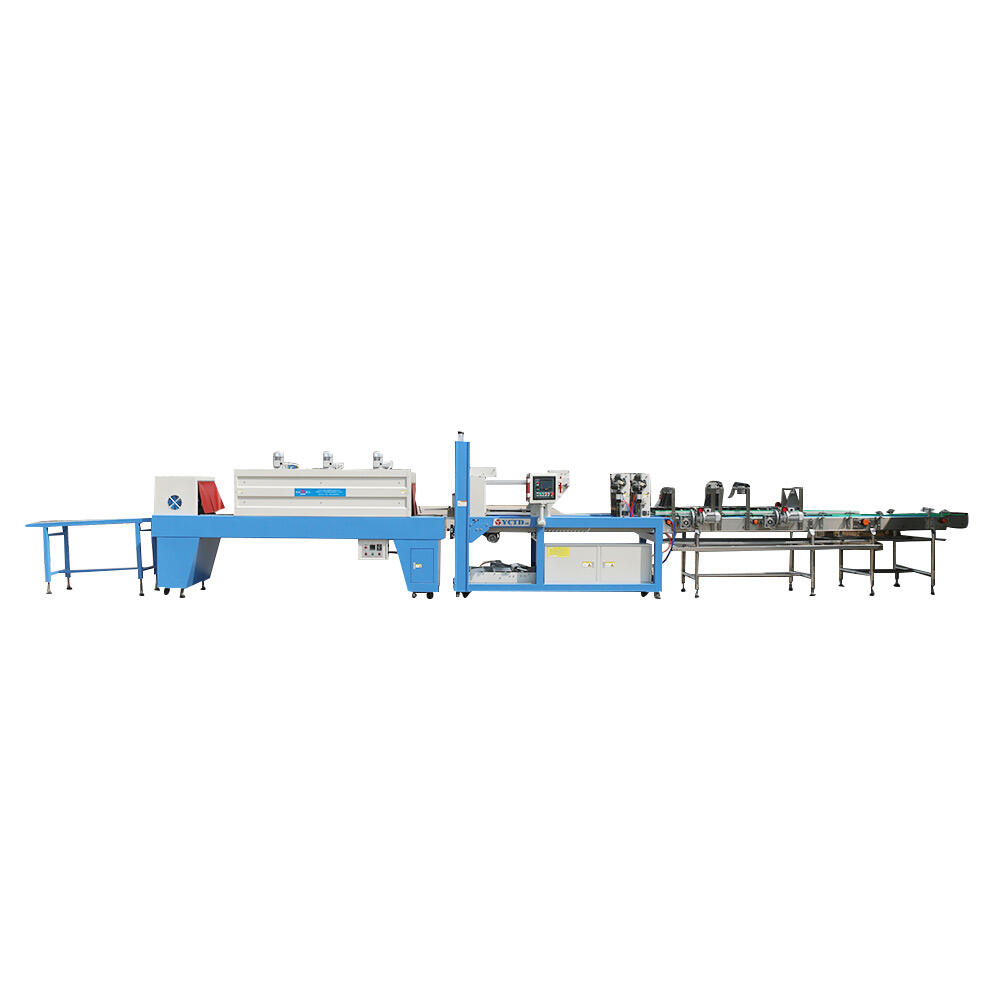
depalletizer machine
The depalletizer machine represents a sophisticated automated solution designed to efficiently remove products from pallets in industrial and warehouse operations. This advanced equipment serves as a critical component in modern material handling systems, streamlining the process of unloading containers, bottles, cans, bags, and various packaged goods from palletized loads. The depalletizer machine operates through precise mechanical systems that carefully lift and transfer products from pallets onto conveyor belts or designated staging areas, eliminating the need for manual labor in this repetitive task. These machines incorporate intelligent control systems that can handle multiple product types and configurations, adapting to different pallet patterns and product specifications with remarkable flexibility. The technological framework of a depalletizer machine includes servo-driven actuators, programmable logic controllers, advanced sensors, and safety systems that ensure consistent performance while protecting both products and operators. Modern depalletizer machines feature variable speed controls, allowing operators to adjust processing rates according to production requirements and downstream equipment capabilities. The integration capabilities of these systems enable seamless connection with existing production lines, warehouse management systems, and quality control processes. Safety mechanisms built into depalletizer machines include emergency stops, protective barriers, and automatic fault detection systems that prevent accidents and minimize downtime. The versatility of depalletizer machines makes them suitable for processing various product categories, from beverage containers to food packages, pharmaceutical products, and consumer goods. These machines can accommodate different pallet sizes, including standard wooden pallets, plastic pallets, and custom configurations, making them adaptable to diverse operational requirements across multiple industries and manufacturing environments.