Versatile Customization Options
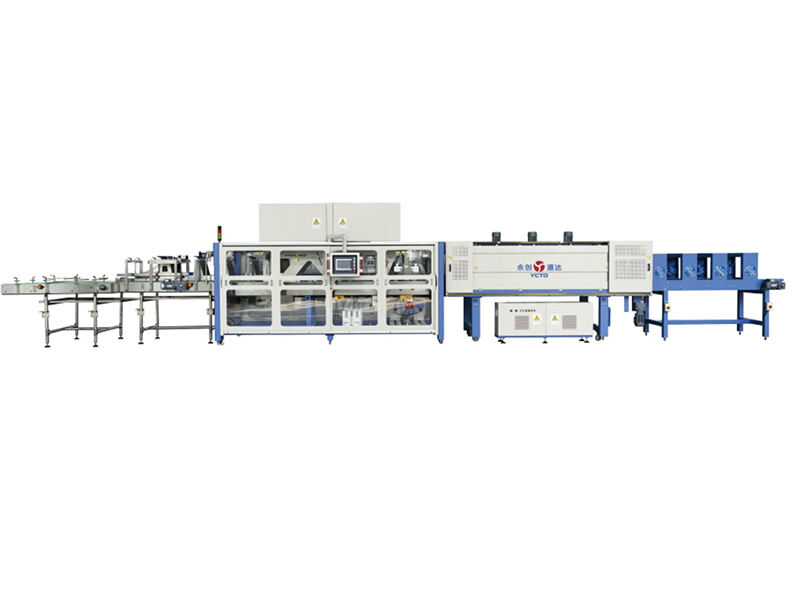
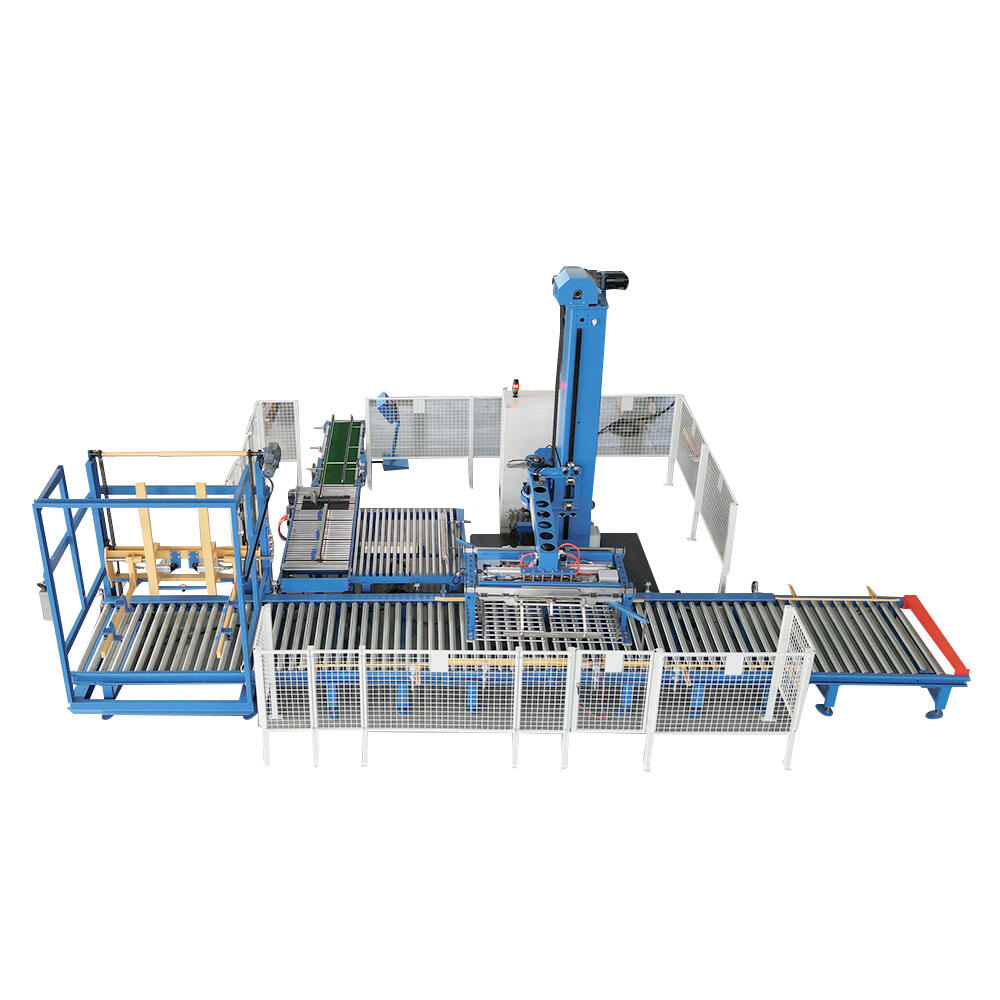
The versatile customization options available with modern conveyor products enable businesses to create tailored material handling solutions that precisely match their unique operational requirements, facility constraints, and industry-specific needs. These adaptable conveyor products offer extensive configuration possibilities, including variable speeds, multiple belt materials, diverse conveyor widths, and customizable heights that accommodate specific product dimensions and handling characteristics. Specialized conveyor products cater to industry-specific requirements, such as food-grade materials for pharmaceutical and food processing applications, anti-static components for electronics manufacturing, and corrosion-resistant construction for chemical processing environments. The modular architecture of contemporary conveyor products allows seamless integration of additional features, including merge points, diverters, accumulation zones, and inspection stations that enhance functionality without compromising system integrity. Customizable control systems enable conveyor products to integrate with existing facility automation, supporting various communication protocols, interface requirements, and operational preferences that align with established workflow patterns. Layout flexibility represents a key advantage of customizable conveyor products, as they can navigate around obstacles, change elevation levels, and follow complex paths that maximize facility space utilization while maintaining optimal material flow patterns. Speed variability options in conveyor products accommodate diverse product types and handling requirements, from delicate items requiring gentle transport to heavy materials needing robust handling capabilities. The ability to specify custom accessories and attachments allows conveyor products to perform specialized functions, such as product orientation, labeling application, weighing operations, and packaging processes within integrated material handling systems. Scalability features enable conveyor products to grow with business expansion, supporting additional capacity, extended lengths, and enhanced functionality as operational demands increase over time. Custom engineering services ensure conveyor products meet precise specifications, including unique dimensional requirements, special material compatibility, and integration with proprietary equipment or processes that standard solutions cannot accommodate effectively.