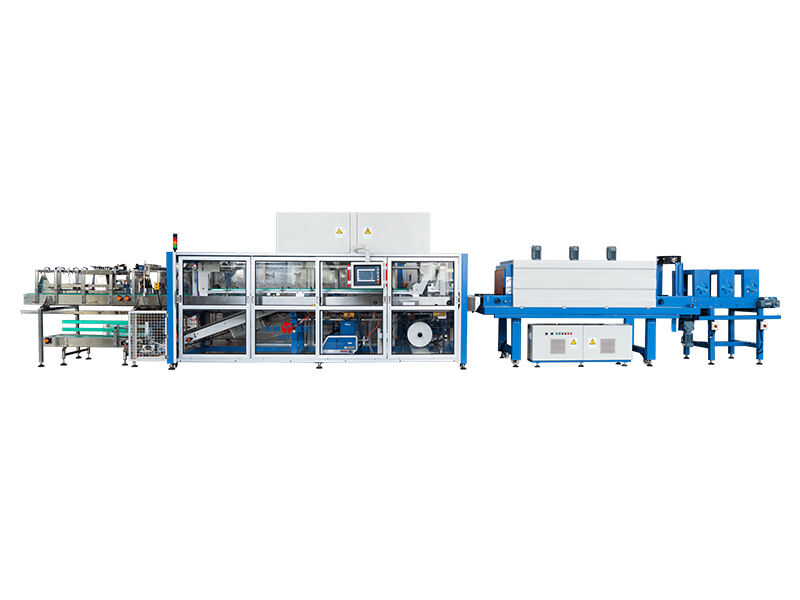
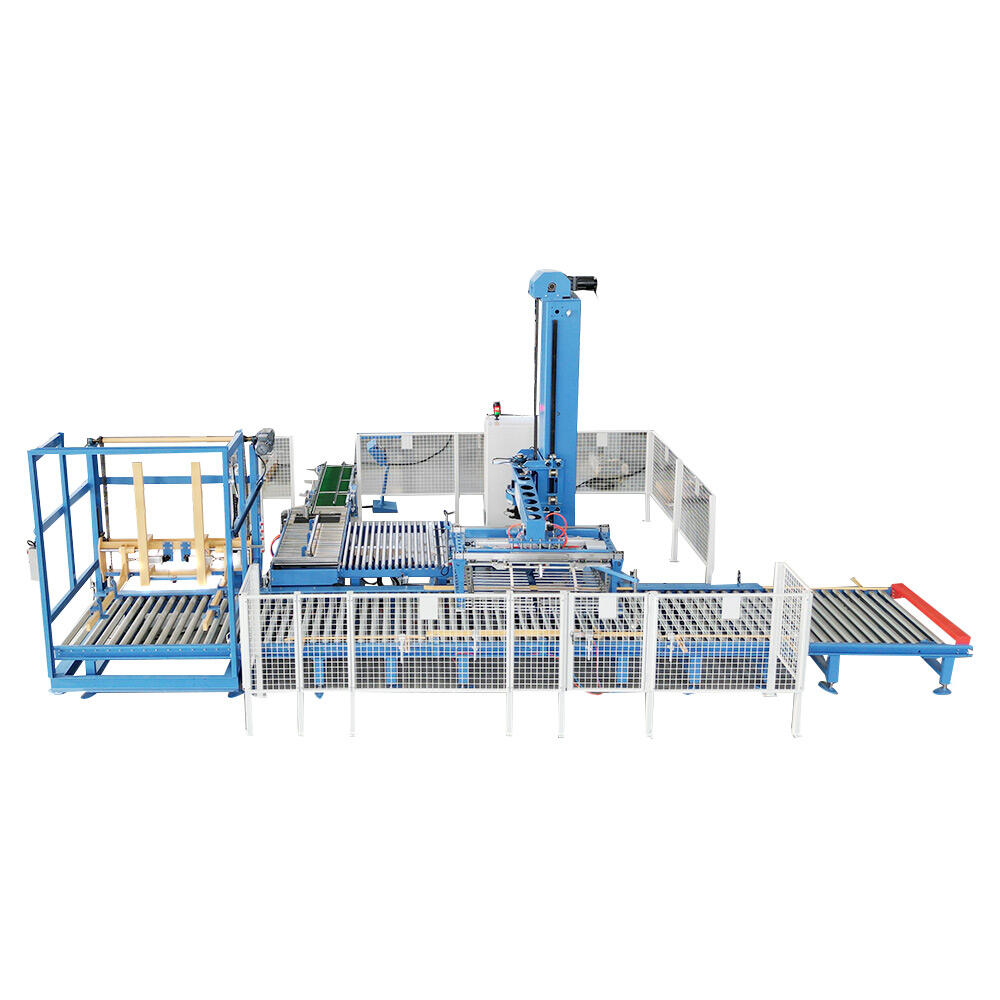
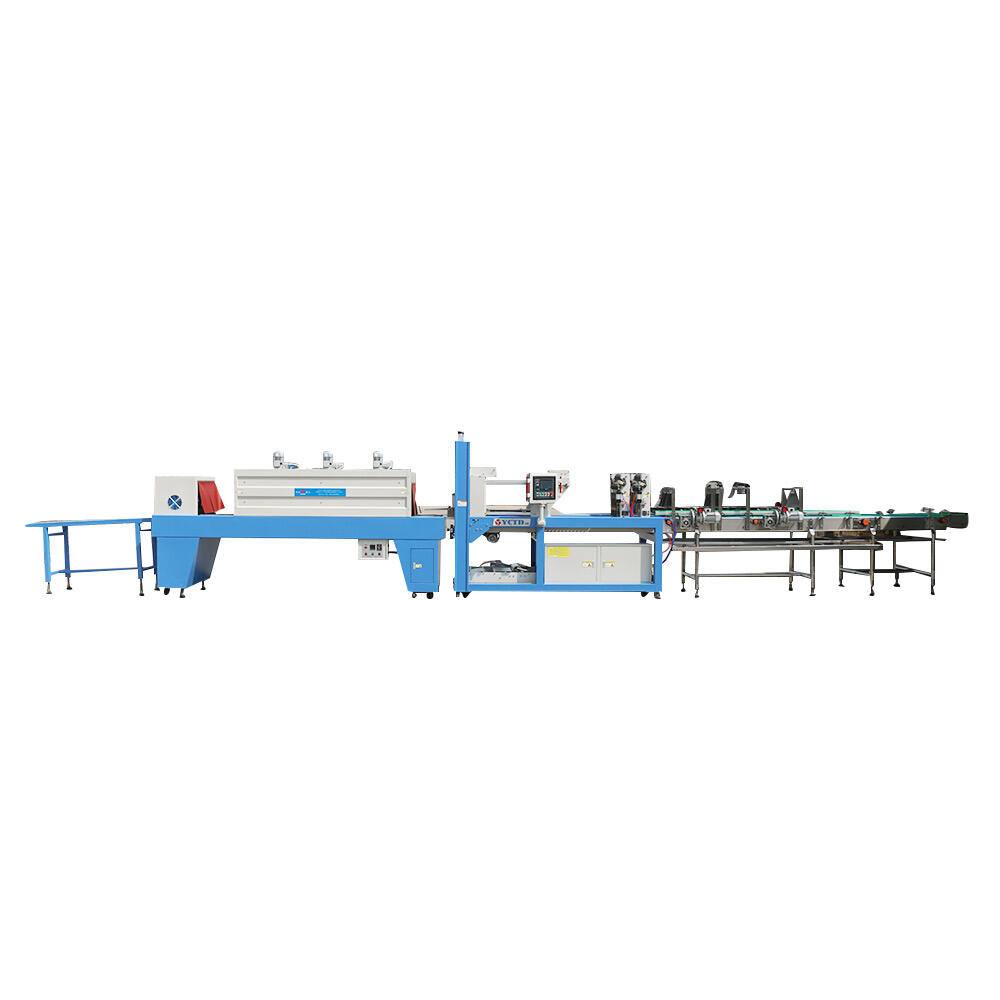
flexible roller conveyor
The flexible roller conveyor represents a revolutionary advancement in material handling technology, designed to streamline operations across diverse industrial environments. This innovative conveyor system combines traditional roller functionality with enhanced flexibility, allowing for seamless transportation of goods along curved paths, inclined surfaces, and complex routing configurations. Unlike conventional straight-line conveyor systems, the flexible roller conveyor adapts to facility layouts, maximizing space utilization while maintaining efficient material flow. The system features modular construction with interconnected roller segments that can bend, twist, and conform to various spatial requirements. Each roller unit incorporates precision-engineered bearings and durable materials, ensuring smooth operation even under demanding conditions. The flexible roller conveyor utilizes gravity-fed mechanisms or powered drive systems, depending on specific application needs. Advanced tracking technology ensures accurate positioning and prevents product displacement during transport. The system's technological features include adjustable height settings, variable speed controls, and integrated safety mechanisms that protect both operators and transported materials. Modern flexible roller conveyor systems incorporate smart sensors that monitor load distribution, detect potential blockages, and automatically adjust operational parameters for optimal performance. The conveyor's modular design facilitates easy installation, maintenance, and reconfiguration, making it ideal for dynamic manufacturing environments. Applications span multiple industries including warehousing, distribution centers, manufacturing facilities, packaging operations, and logistics hubs. The flexible roller conveyor excels in handling various product types, from lightweight packages to heavy industrial components, accommodating different shapes, sizes, and weights. Its versatility extends to temperature-sensitive environments, cleanroom applications, and specialized processing requirements. Integration capabilities with existing automation systems, sorting equipment, and quality control stations make the flexible roller conveyor an essential component in modern material handling solutions.