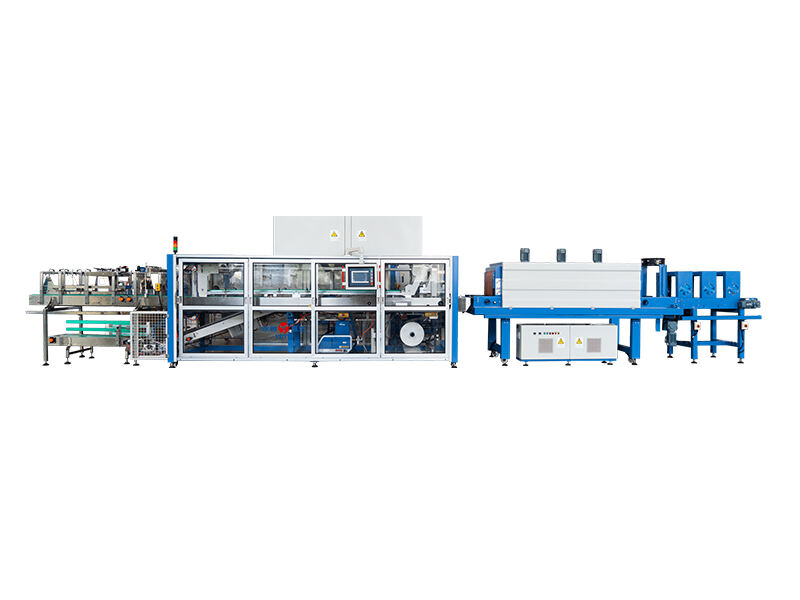
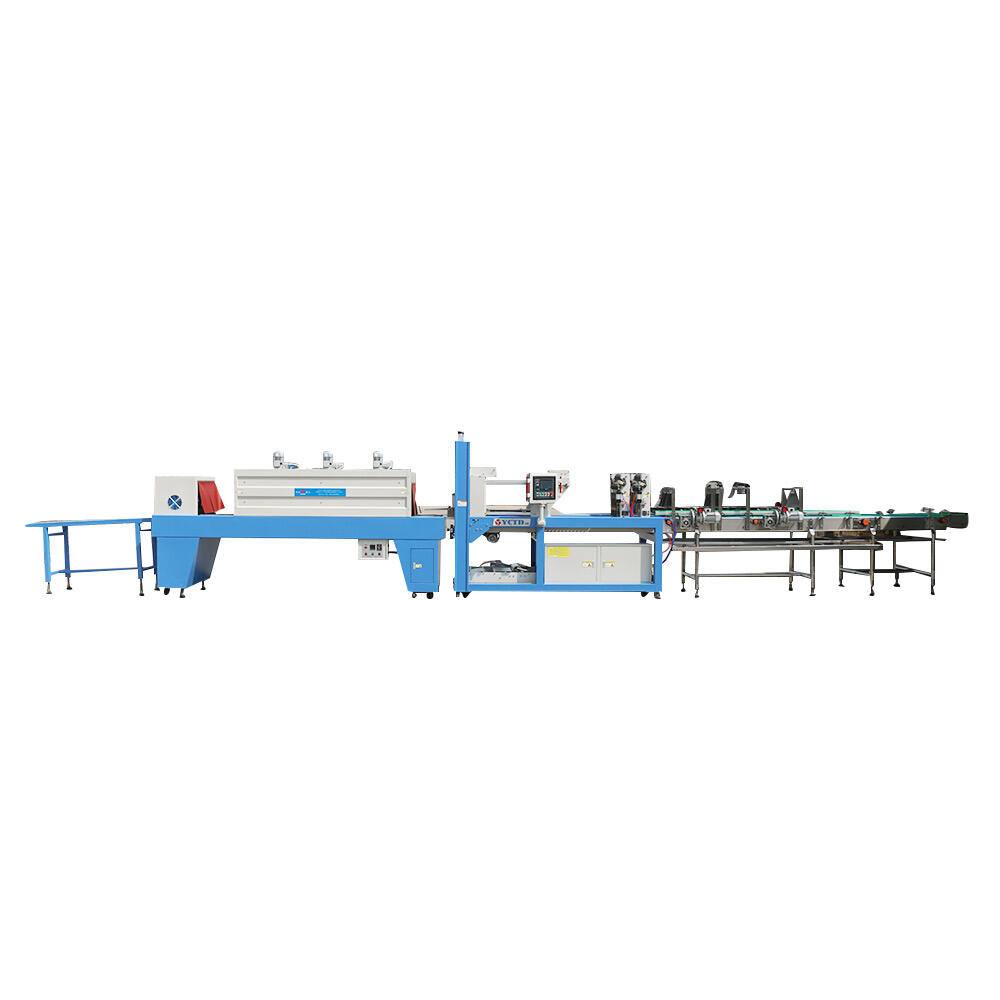
product conveyor
A product conveyor represents an essential mechanical handling system designed to transport materials, goods, and finished products efficiently across manufacturing facilities, warehouses, and distribution centers. This automated transportation solution utilizes continuous moving surfaces, belts, rollers, or chains to move items from one location to another without manual intervention. Modern product conveyor systems incorporate advanced engineering principles that ensure reliable, consistent material flow while reducing labor costs and minimizing handling errors. The fundamental structure typically consists of a frame assembly, drive mechanism, moving surface, and control systems that work together to create seamless material movement. Product conveyor technology has evolved significantly, now featuring variable speed controls, sophisticated sensors, and integration capabilities with warehouse management systems. These systems can handle diverse product types, from small components weighing ounces to heavy industrial materials exceeding several tons. The versatility of product conveyor designs allows customization for specific applications, including straight-line transport, curved paths, inclined movements, and complex routing configurations. Manufacturing industries rely heavily on product conveyor systems for assembly line operations, quality control processes, and packaging procedures. Distribution centers utilize these systems for sorting, routing, and shipping operations that require precise timing and coordination. The technological features of modern product conveyor systems include programmable logic controllers, variable frequency drives, emergency stop mechanisms, and safety guards that ensure operator protection. Advanced models incorporate smart technology that monitors performance metrics, predicts maintenance needs, and optimizes operational efficiency. Product conveyor applications span numerous industries including automotive, food processing, pharmaceutical, electronics, and e-commerce fulfillment. The integration of artificial intelligence and IoT connectivity has transformed traditional product conveyor systems into intelligent material handling solutions that adapt to changing operational demands and provide real-time performance data for continuous improvement initiatives.