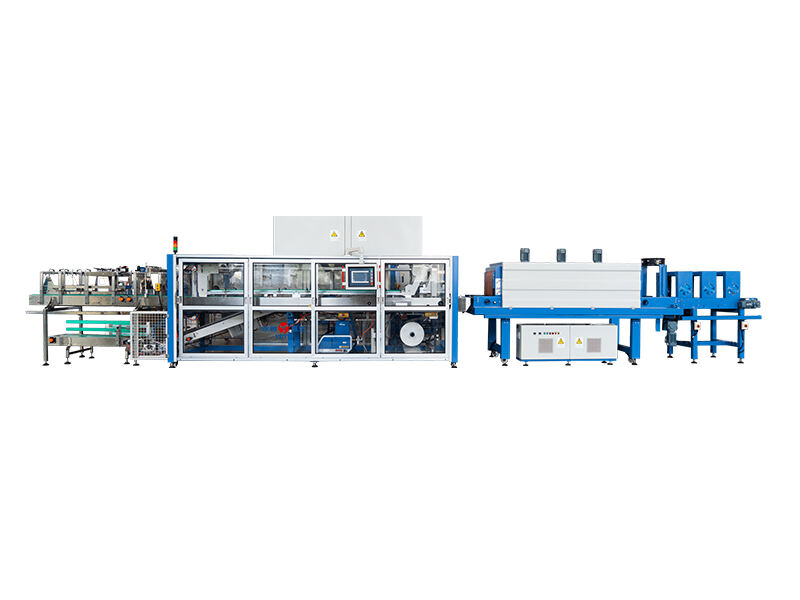
shrink wrap machine for food packaging
A shrink wrap machine for food packaging represents an essential industrial solution that transforms food preservation and distribution processes across multiple sectors. This sophisticated equipment utilizes controlled heat application to shrink specialized plastic film tightly around food products, creating protective barriers that maintain freshness, extend shelf life, and enhance visual presentation. The shrink wrap machine for food packaging operates through precise temperature control systems that activate the molecular properties of thermoplastic films, causing them to contract uniformly around products of various shapes and sizes. These machines incorporate advanced conveyor systems, adjustable heat chambers, and programmable control panels that accommodate diverse packaging requirements from small-scale operations to high-volume production environments. The technological features of modern shrink wrap machines include variable speed controls, digital temperature monitoring, automatic film feeding mechanisms, and energy-efficient heating elements that optimize performance while minimizing operational costs. Safety features such as emergency stops, thermal protection systems, and ergonomic designs ensure operator protection and compliance with food safety regulations. Applications span across multiple food categories including fresh produce, baked goods, dairy products, frozen foods, beverages, and prepared meals. The shrink wrap machine for food packaging proves particularly valuable in retail environments where product visibility and tamper-evident sealing enhance consumer confidence. Commercial kitchens, food processing facilities, and distribution centers rely on these machines to maintain product integrity during transportation and storage. The versatility of shrink wrap technology accommodates individual items, multi-packs, and bulk packaging requirements, making it indispensable for businesses seeking efficient packaging solutions that protect product quality while reducing material waste and storage space requirements.