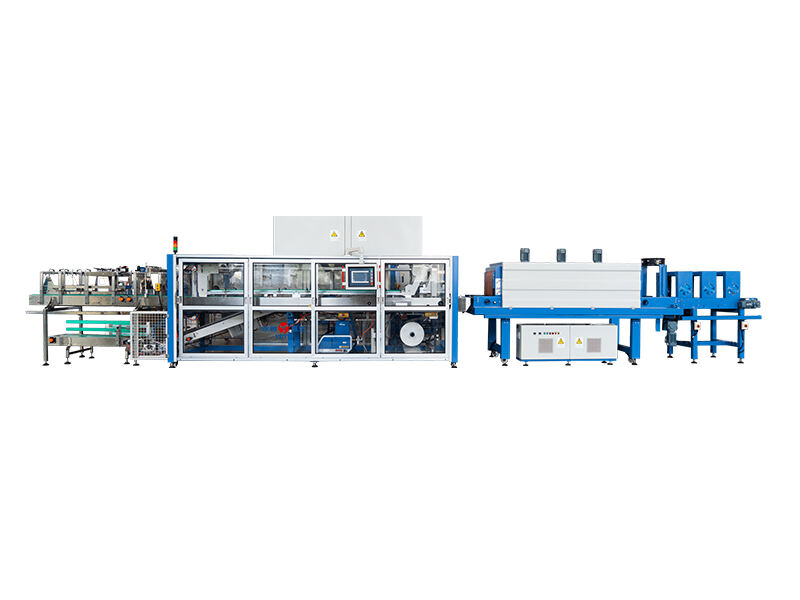
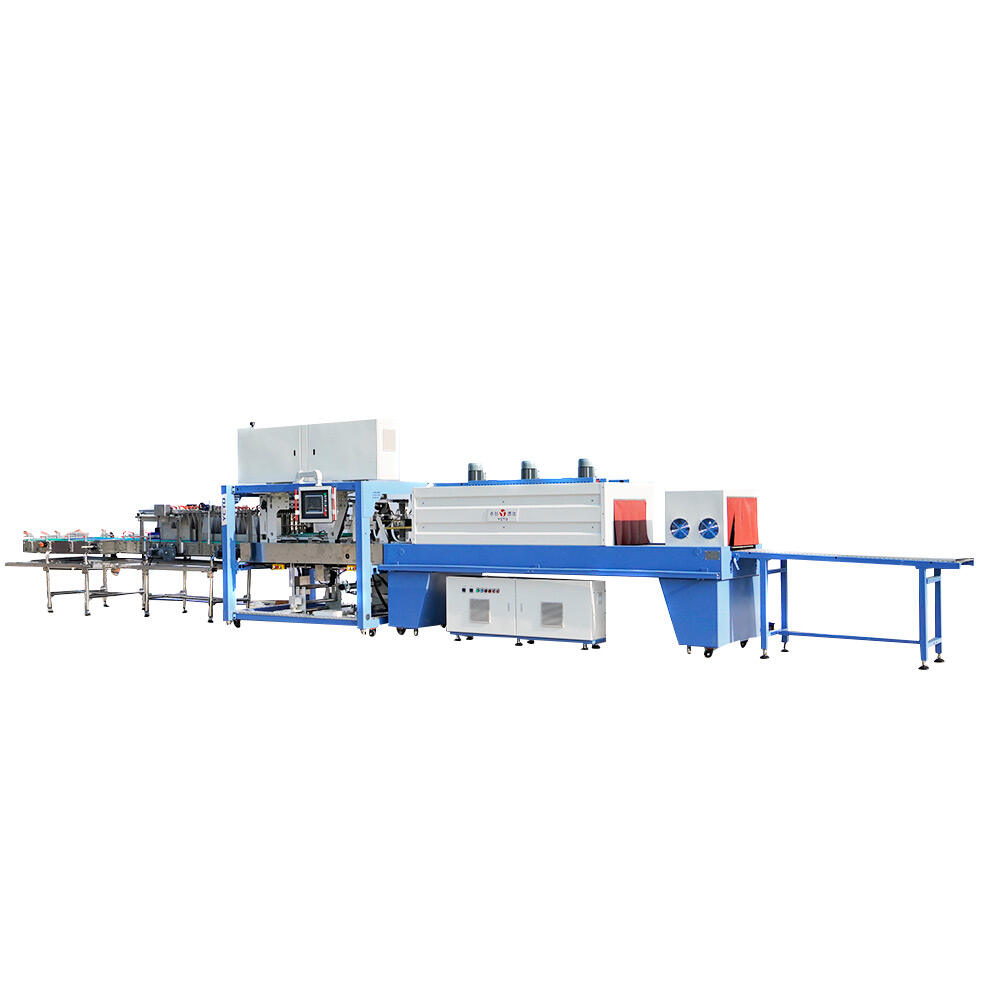
shrink wrap packing machine
A shrink wrap packing machine represents an essential piece of industrial equipment designed to streamline packaging processes across diverse manufacturing and distribution environments. This sophisticated machinery utilizes heat-activated plastic films that conform tightly around products, creating secure, professional packaging solutions. The shrink wrap packing machine operates through a systematic process where products are first positioned on the conveyor system, then wrapped with specialized polymer films before passing through heated tunnels or chambers that activate the shrinking process. The fundamental technology behind these machines combines precise temperature control, adjustable conveyor speeds, and customizable wrapping parameters to accommodate various product dimensions and packaging requirements. Modern shrink wrap packing machines incorporate advanced control systems featuring digital displays, programmable logic controllers, and safety mechanisms that ensure consistent operation while minimizing material waste. These machines excel in handling diverse product categories, from individual consumer goods to bulk industrial items, making them invaluable assets in food processing facilities, pharmaceutical companies, electronics manufacturers, and retail distribution centers. The technological features of contemporary shrink wrap packing machines include variable speed controls, multiple heating zones, automatic film feeding systems, and integrated cutting mechanisms that deliver precise packaging results. Energy-efficient heating elements and insulation systems optimize operational costs while maintaining superior packaging quality. Many models feature modular designs that allow for easy maintenance, quick changeovers between different product types, and scalable configurations to match production demands. The versatility of shrink wrap packing machines extends to their compatibility with various film materials including polyethylene, polypropylene, and specialized barrier films that provide enhanced protection against moisture, contamination, and tampering. Applications span numerous industries where product protection, presentation, and efficient packaging are critical success factors.