Advanced Robotic Precision Technology
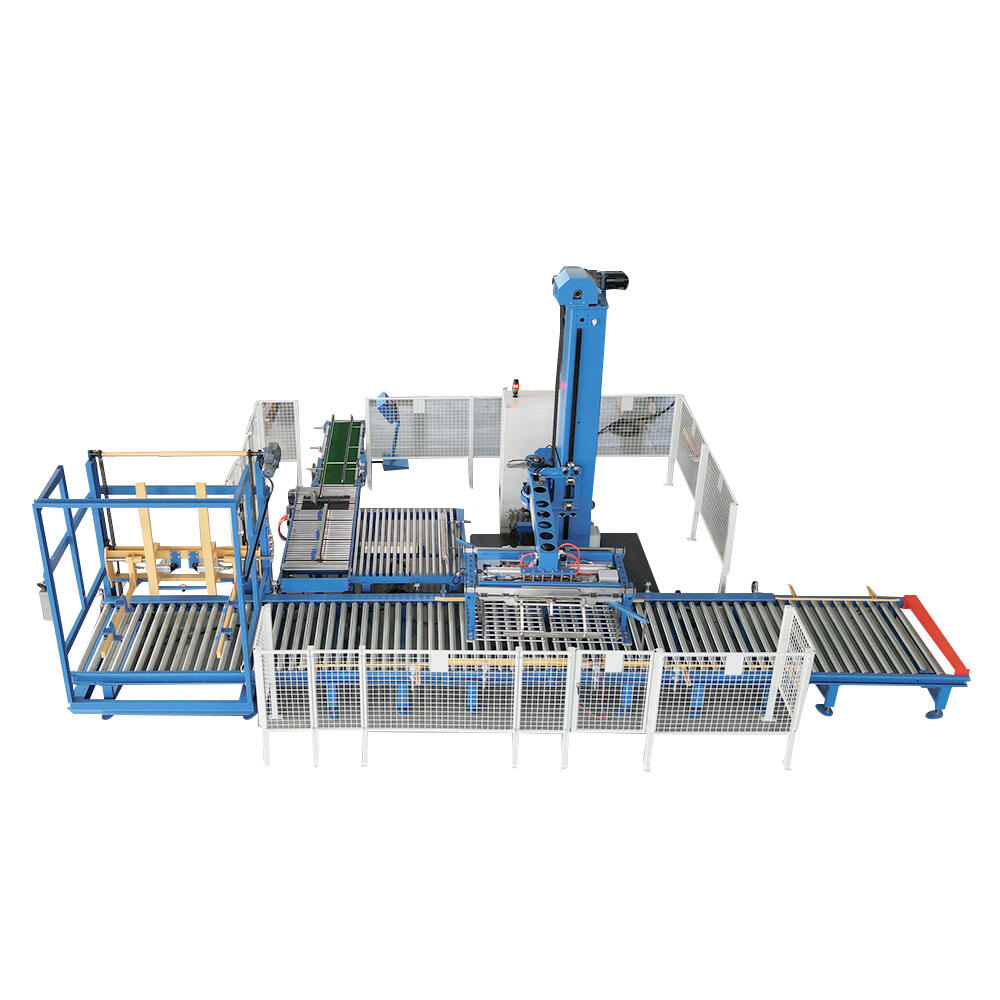
The depalletizer machine for beverage line incorporates cutting-edge robotic precision technology that revolutionizes container handling in beverage production facilities. This sophisticated system utilizes servo-controlled robotic arms equipped with intelligent vision systems that can identify and adapt to various container shapes, sizes, and orientations automatically. The precision technology ensures consistent grip pressure and positioning accuracy within millimeter tolerances, preventing container damage while maintaining optimal processing speeds. Advanced sensors continuously monitor container integrity during the transfer process, automatically adjusting handling parameters to accommodate different materials including glass, plastic, and aluminum containers. The robotic system features multiple gripper configurations that can be quickly changed to accommodate different product formats, from small energy drink cans to large water jugs. Machine learning capabilities enable the depalletizer machine for beverage line to optimize its performance over time, learning from operational patterns to improve efficiency and reduce cycle times. The precision technology includes collision detection systems that prevent equipment damage during unexpected situations, while emergency stop protocols ensure immediate response to safety concerns. Programmable motion profiles allow operators to customize handling sequences for specific container types, ensuring optimal processing for each product variation. The robotic precision extends to pallet detection and positioning, automatically adjusting to variations in pallet height, alignment, and load configuration. This adaptability eliminates the need for manual pallet preparation, further streamlining the depalletizing process. The system maintains consistent performance regardless of environmental conditions, with temperature and humidity compensation ensuring reliable operation in various production environments. Integration with plant-wide automation systems enables remote monitoring and control, allowing operators to adjust parameters and monitor performance from central control rooms. The precision technology significantly reduces the learning curve for operators, as intuitive interfaces guide users through setup and operation procedures, minimizing training requirements and reducing the potential for operator error.