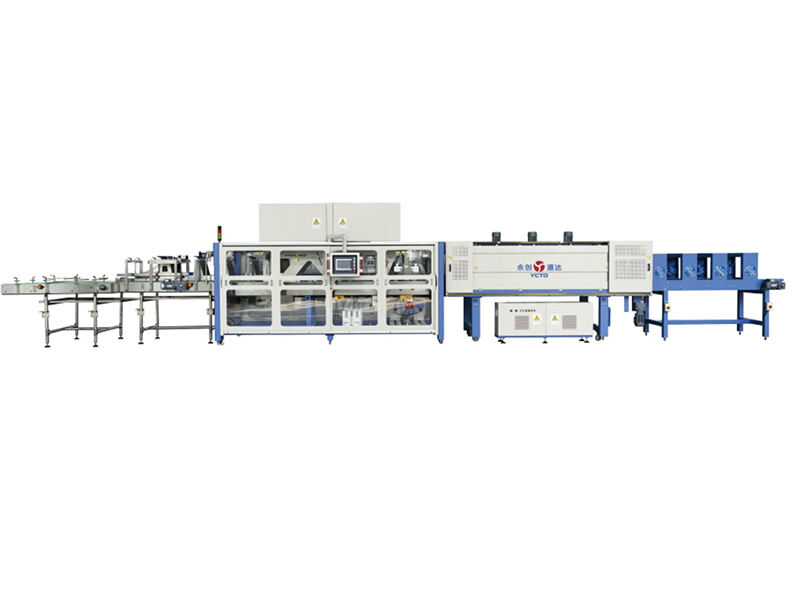
horizontal case packer
The horizontal case packer represents a sophisticated packaging solution designed to streamline the process of loading products into cases or cartons with exceptional efficiency and precision. This automated machinery operates by positioning products horizontally before systematically placing them into predetermined case configurations, making it an essential component in modern manufacturing and distribution facilities. The horizontal case packer integrates seamlessly into existing production lines, offering manufacturers a reliable method to handle various product types including bottles, cans, pouches, and other consumer goods. Its horizontal orientation provides distinct advantages in terms of product handling, particularly for fragile or irregularly shaped items that require gentle placement. The system incorporates advanced conveyor mechanisms that transport products from the feeding area through the case loading zone, ensuring smooth product flow and minimal handling damage. Modern horizontal case packer units feature programmable logic controllers that allow operators to adjust packaging parameters according to specific product requirements and case dimensions. The technology behind these machines includes servo-driven components that provide precise positioning and timing control, ensuring consistent case filling patterns and reducing product waste. Sensor systems integrated within the horizontal case packer monitor product flow, detect jams, and verify proper case loading, contributing to overall operational reliability. These machines typically accommodate multiple case sizes through quick-change tooling systems, enabling manufacturers to switch between different product lines without extensive downtime. The horizontal case packer finds widespread application across industries including food and beverage, pharmaceuticals, cosmetics, and household products, where consistent packaging quality and high throughput rates are critical for meeting market demands and maintaining competitive advantage.