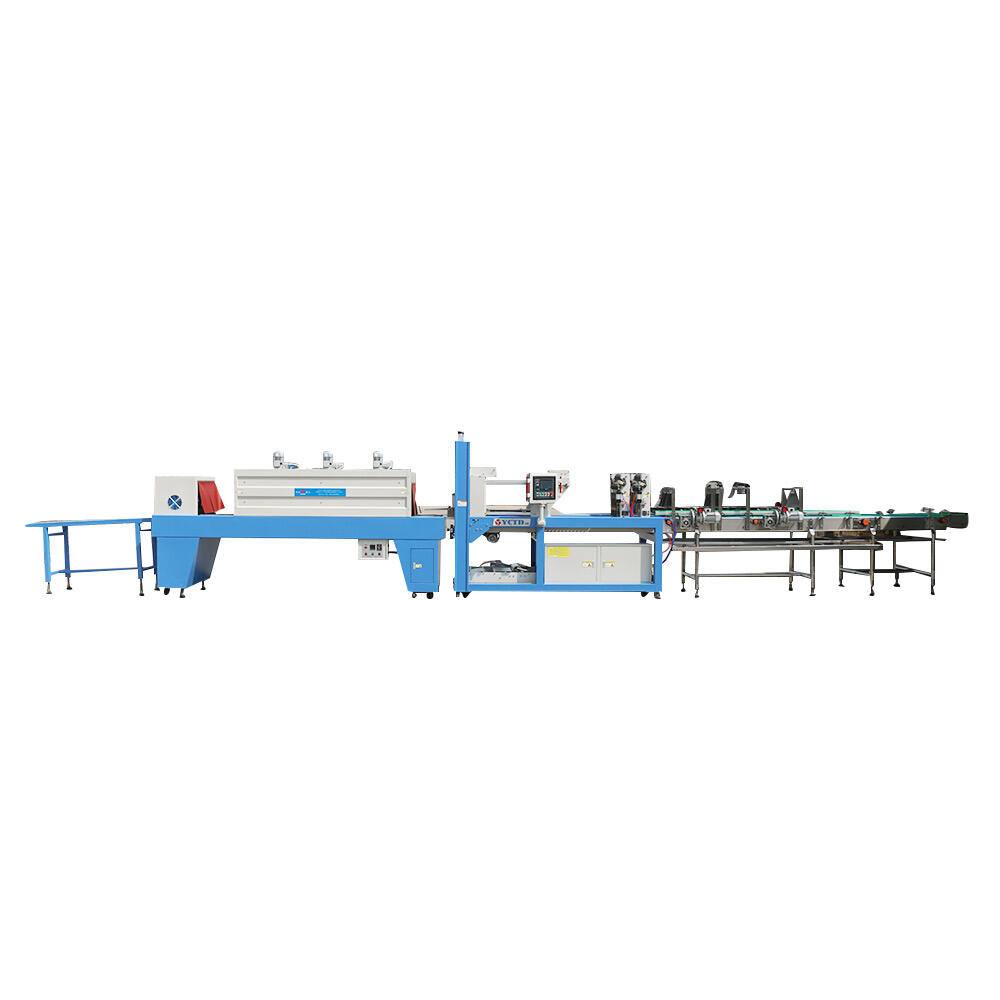
automated palletizing equipment
Automated palletizing equipment represents a revolutionary advancement in warehouse and manufacturing operations, designed to streamline the process of stacking products onto pallets without human intervention. This sophisticated machinery combines robotic technology, advanced sensors, and intelligent software systems to create efficient, reliable, and precise palletizing solutions. The primary function of automated palletizing equipment involves the systematic arrangement of products, boxes, bags, or containers onto pallets according to predetermined patterns and specifications. These systems can handle various product types, from lightweight consumer goods to heavy industrial materials, adapting to different shapes, sizes, and weights with remarkable versatility. The technological features of modern automated palletizing equipment include high-speed robotic arms equipped with specialized grippers or end-of-arm tooling, vision systems for product recognition and positioning, programmable logic controllers for precise movement coordination, and safety systems that ensure operator protection. These machines integrate seamlessly with existing conveyor systems, warehouse management software, and enterprise resource planning platforms, creating a cohesive automated workflow. The equipment typically features user-friendly interfaces that allow operators to easily program different palletizing patterns, adjust speed settings, and monitor system performance in real-time. Applications for automated palletizing equipment span across numerous industries, including food and beverage processing, pharmaceuticals, consumer goods manufacturing, automotive parts, chemical processing, and e-commerce fulfillment centers. In the food industry, these systems handle everything from beverage cases to frozen products, maintaining hygiene standards while ensuring consistent stacking patterns. Pharmaceutical companies utilize automated palletizing equipment to manage sensitive products with precision while maintaining strict quality control requirements. Manufacturing facilities employ these systems to handle finished goods, raw materials, and work-in-progress items, significantly improving throughput and reducing labor costs. The versatility of automated palletizing equipment makes it an essential component in modern supply chain operations, where efficiency, accuracy, and consistency are paramount to business success.