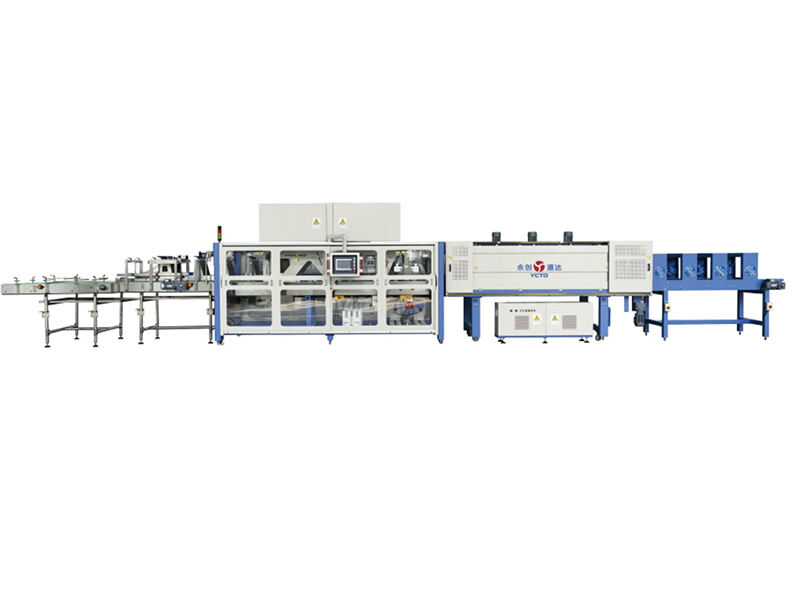
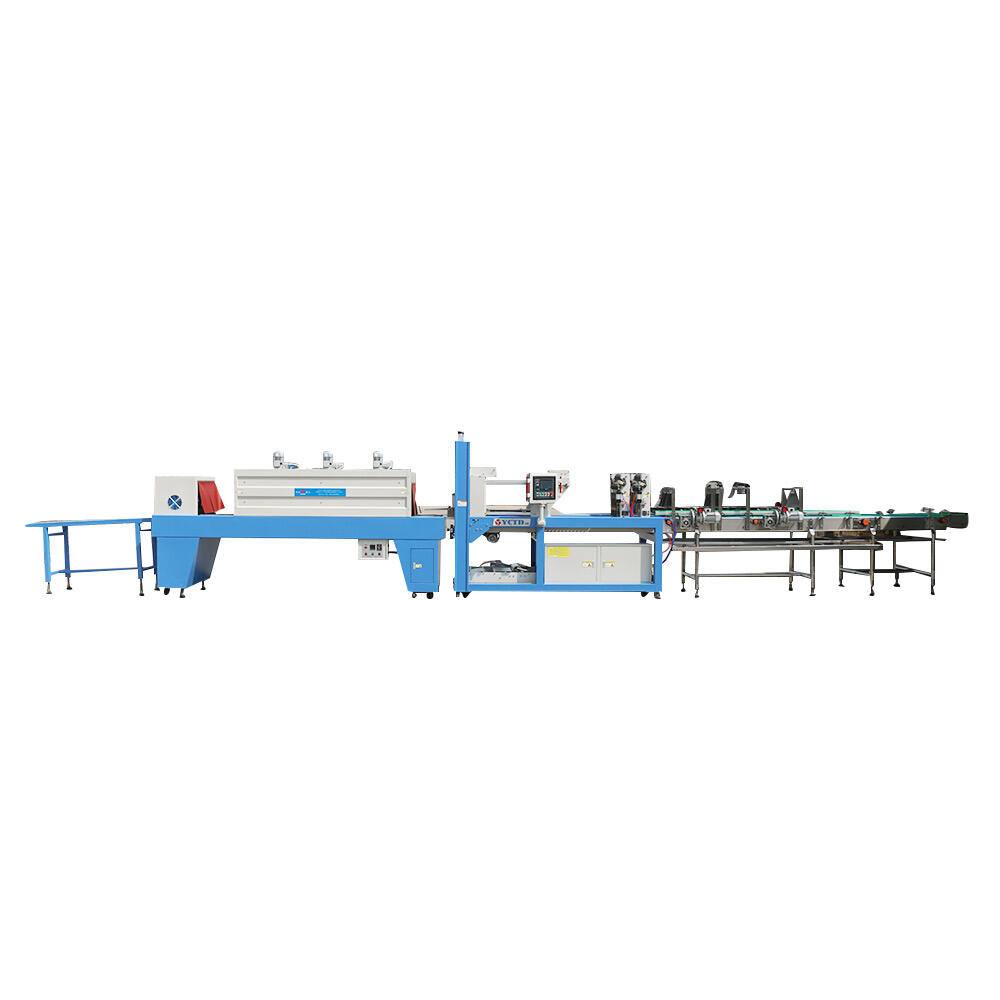
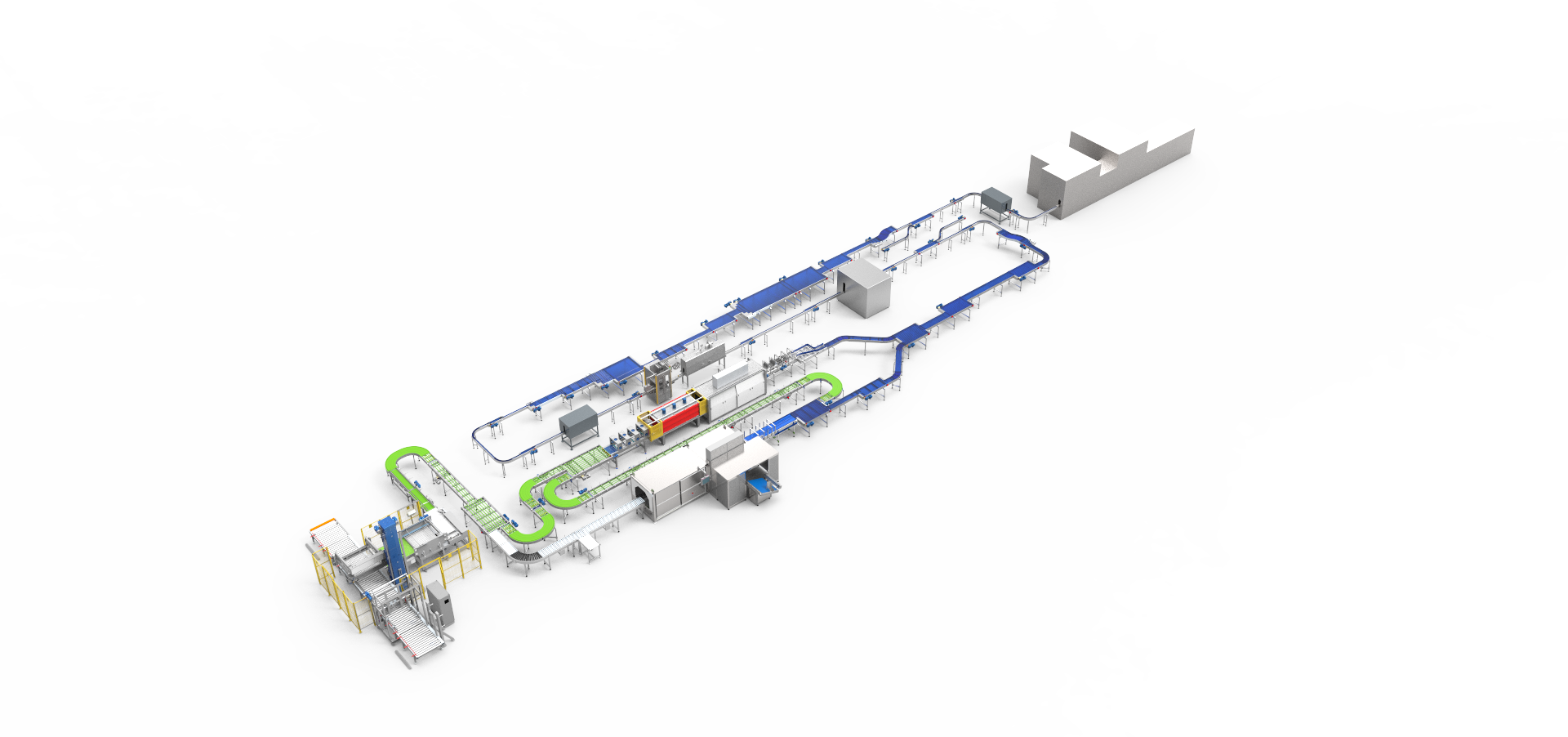
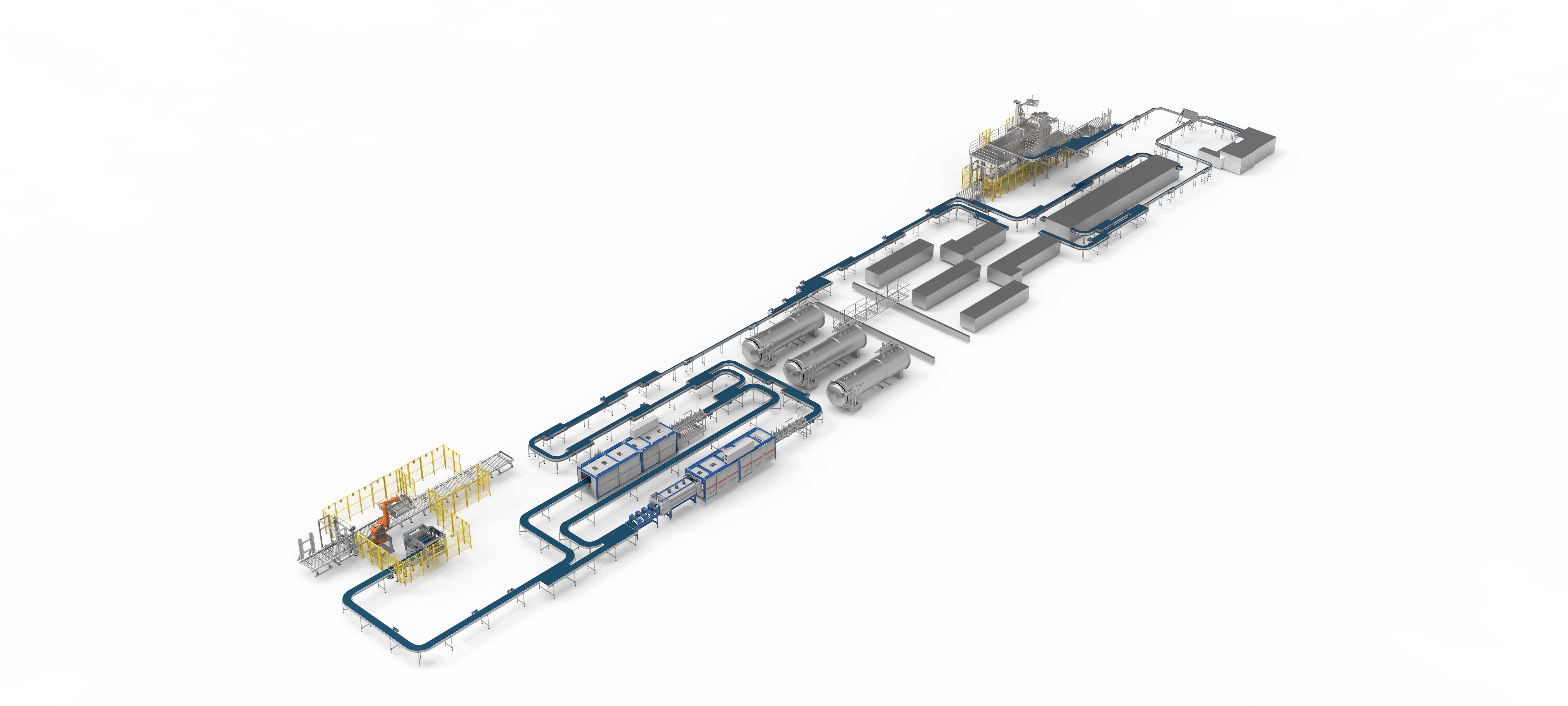
high speed beverage line
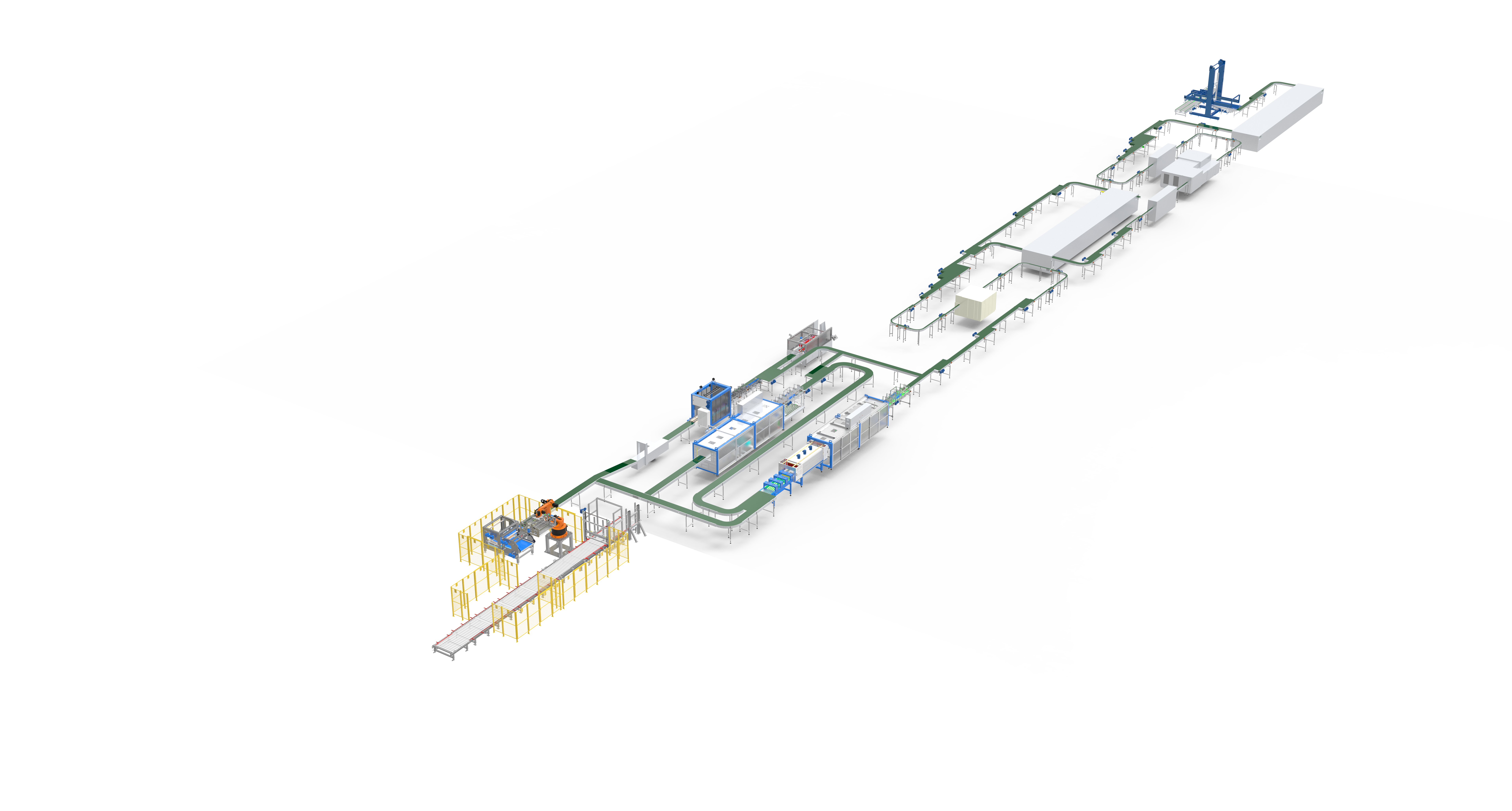
A high speed beverage line represents cutting-edge manufacturing technology designed to meet the demanding requirements of modern beverage production facilities. This sophisticated production system integrates multiple processing stages into a seamless, automated workflow that significantly enhances manufacturing efficiency and product quality. The high speed beverage line encompasses everything from raw material handling and mixing to filling, capping, labeling, and packaging operations. These comprehensive systems are engineered to handle diverse beverage types including carbonated soft drinks, juices, energy drinks, water, alcoholic beverages, and specialty formulations. The technological architecture of a high speed beverage line incorporates precision control systems, advanced sensors, and real-time monitoring capabilities that ensure consistent product quality throughout the production process. Modern high speed beverage line configurations feature modular designs that allow manufacturers to customize their production capabilities according to specific product requirements and market demands. The integration of servo-driven mechanisms and programmable logic controllers enables these systems to achieve remarkable production speeds while maintaining exceptional accuracy in filling volumes, cap torque specifications, and label placement. Quality assurance mechanisms are built directly into the high speed beverage line, including automated inspection systems that detect and reject defective containers, ensuring only perfect products reach consumers. The scalability of these production systems makes them suitable for both emerging beverage companies and established industry leaders seeking to expand their manufacturing capacity. Environmental considerations are also addressed through energy-efficient designs and waste reduction features that minimize the ecological footprint of beverage production operations.