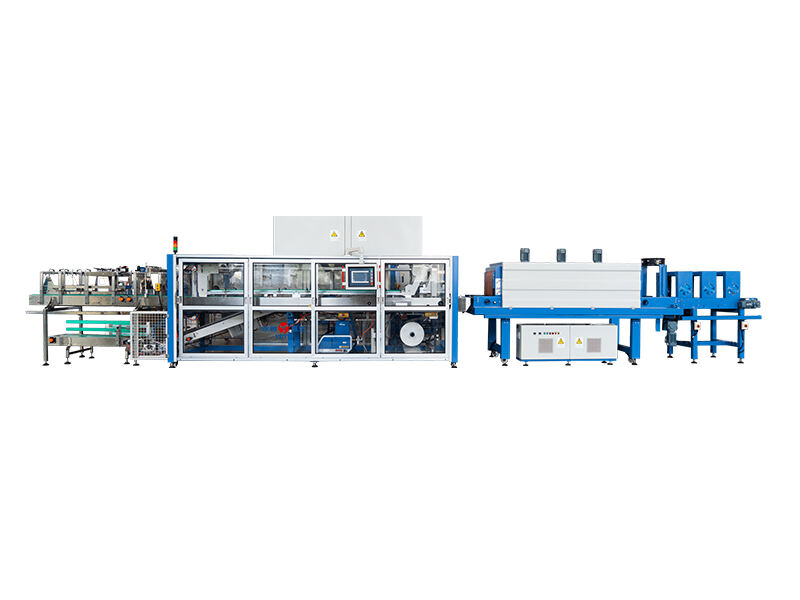
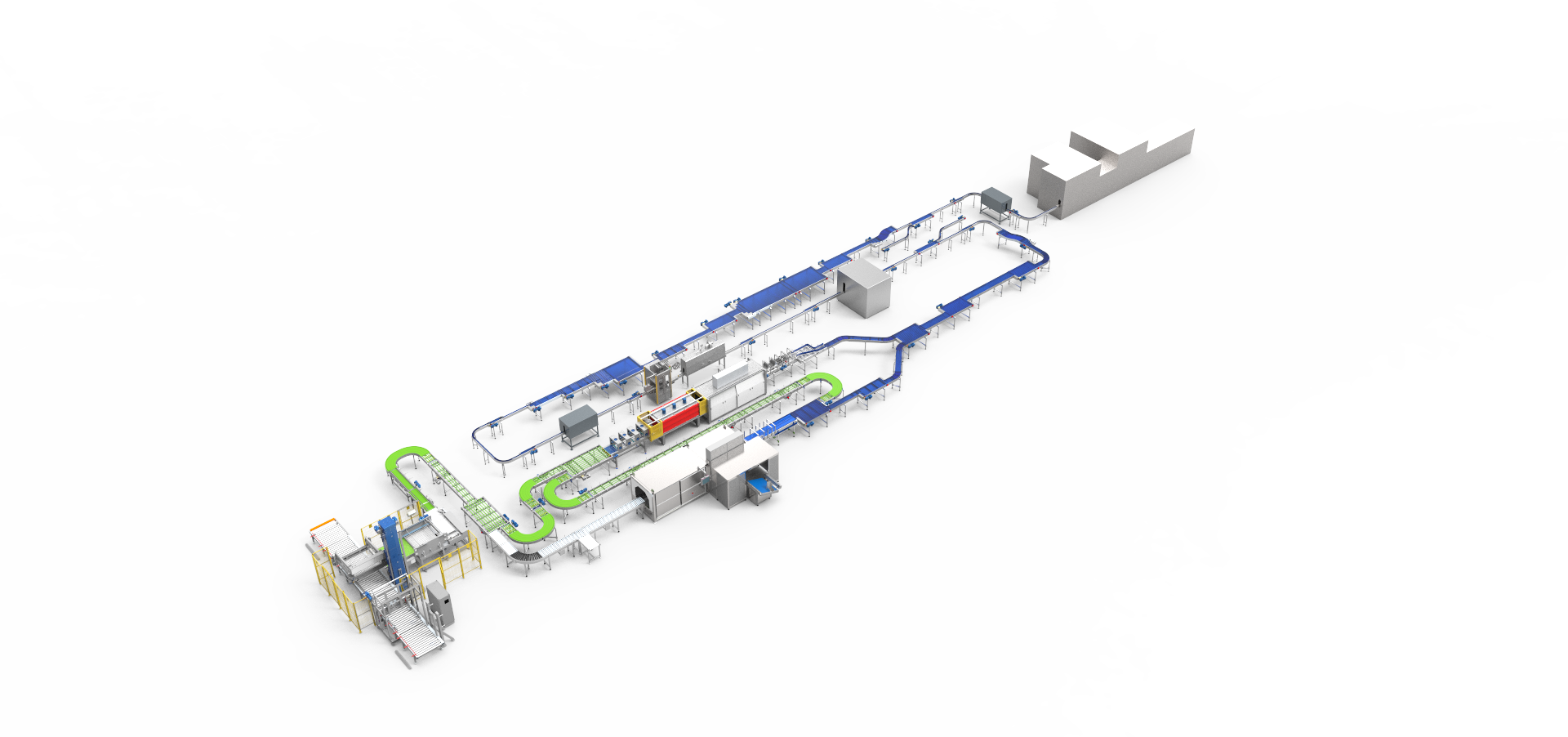
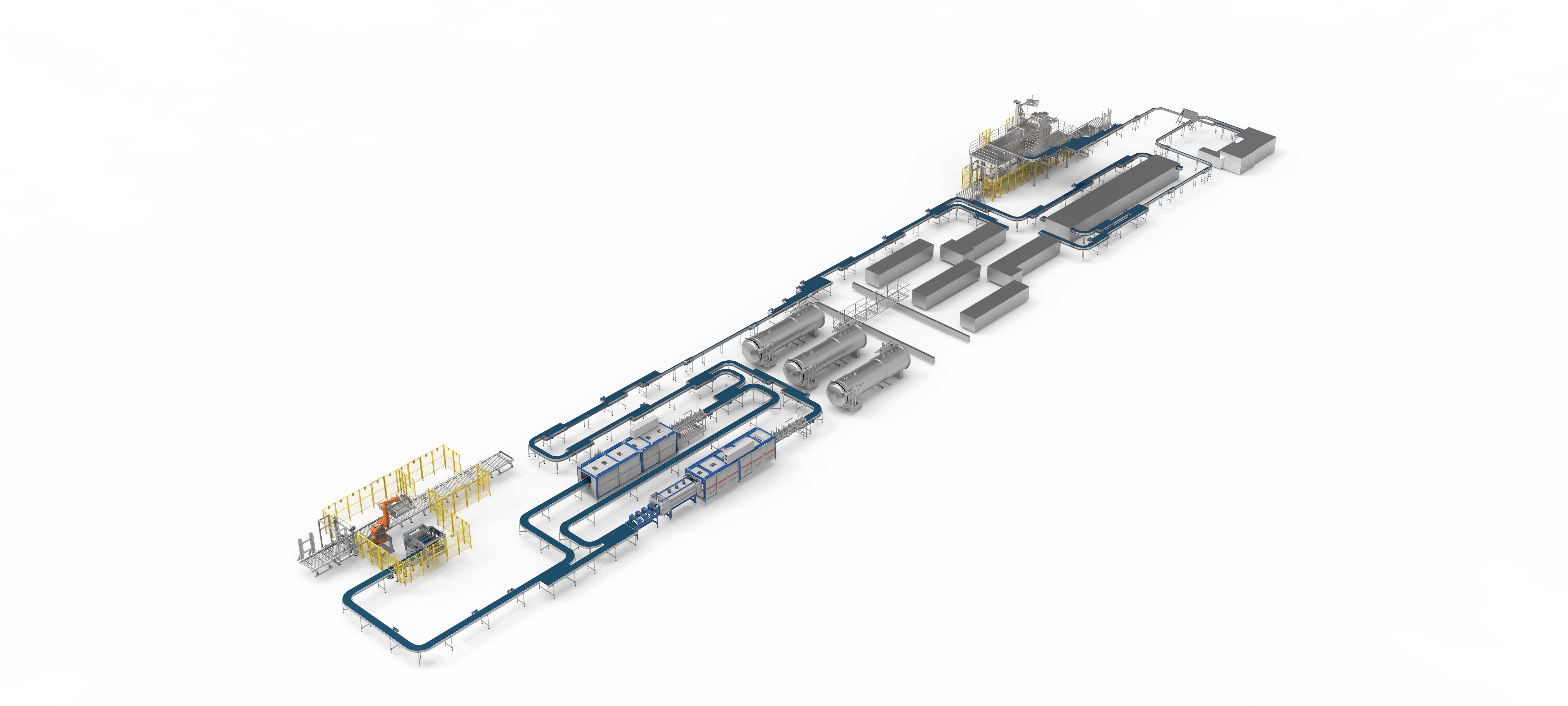
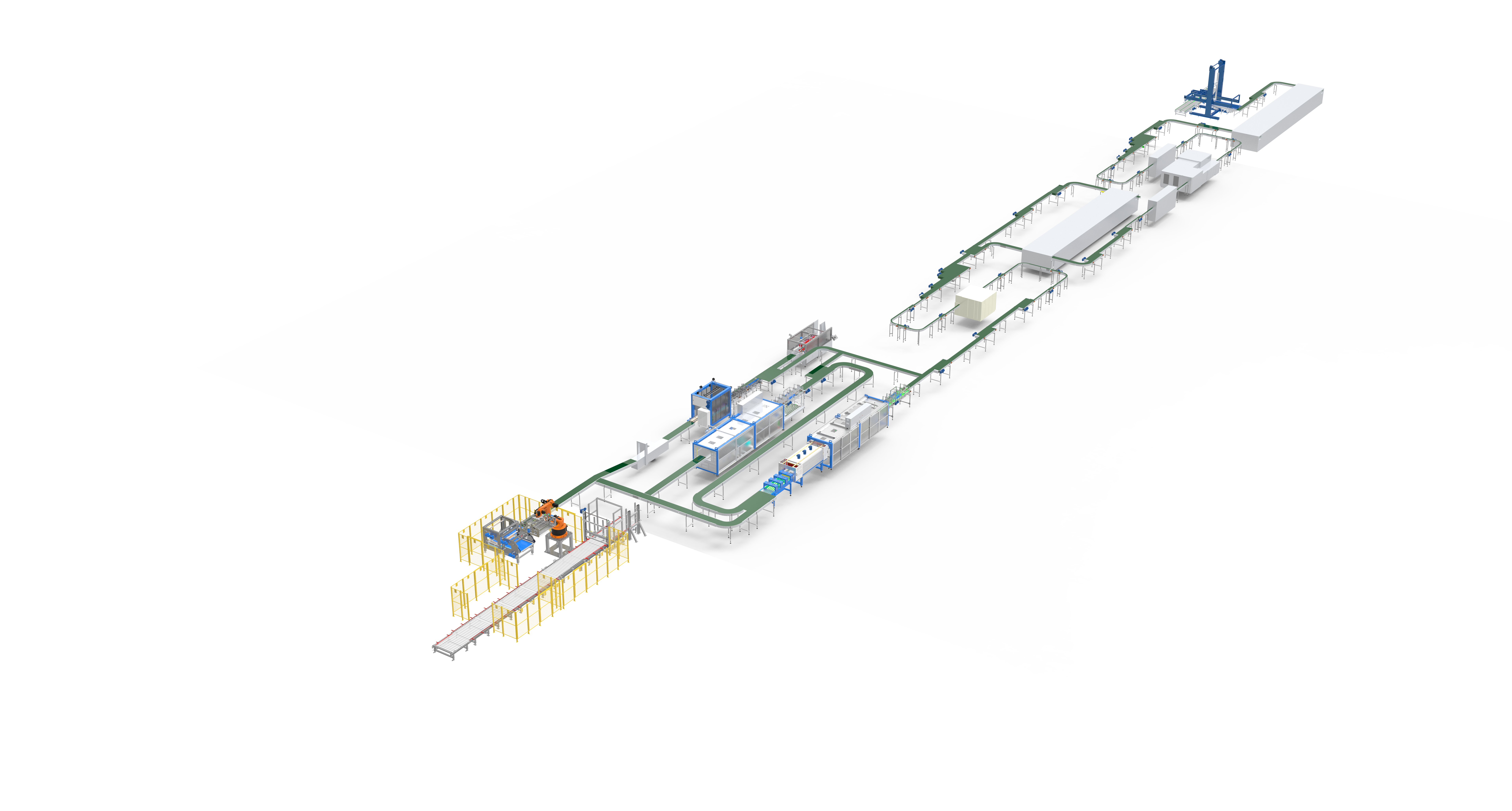
beverage packaging line
A beverage packaging line represents a comprehensive automated system designed to handle the complete packaging process for various liquid products including water, juices, soft drinks, dairy beverages, and alcoholic drinks. This sophisticated machinery integrates multiple processing stations that work in seamless coordination to transform raw beverages into market-ready products. The beverage packaging line encompasses several critical functions including bottle washing, filling, capping, labeling, coding, and final packaging into cases or shrink wraps. Modern beverage packaging lines incorporate advanced technological features such as servo-driven motors for precise control, stainless steel construction for hygiene compliance, and programmable logic controllers for automated operation. These systems utilize cutting-edge sensors and monitoring devices to ensure consistent fill levels, proper seal integrity, and accurate label placement. The technological backbone includes variable frequency drives that optimize energy consumption while maintaining production speed flexibility. Touch screen interfaces provide operators with intuitive control over all system parameters, allowing real-time monitoring and quick adjustments. Quality control mechanisms are embedded throughout the beverage packaging line, featuring automatic rejection systems for defective containers and fill level verification cameras. Applications span across diverse beverage industries, from small craft breweries requiring flexible batch processing to large-scale bottling plants demanding high-speed continuous operation. The beverage packaging line adapts to various container formats including glass bottles, plastic bottles, cans, and Tetra Pak cartons. Industries utilizing these systems include carbonated beverage manufacturers, dairy processors, wine producers, energy drink companies, and water bottling facilities. The modular design of modern beverage packaging lines allows manufacturers to customize configurations based on specific production requirements, container types, and output volumes. Integration capabilities enable connection with upstream processes like pasteurization and downstream logistics systems for complete production line synchronization.