shrink wrap machine food
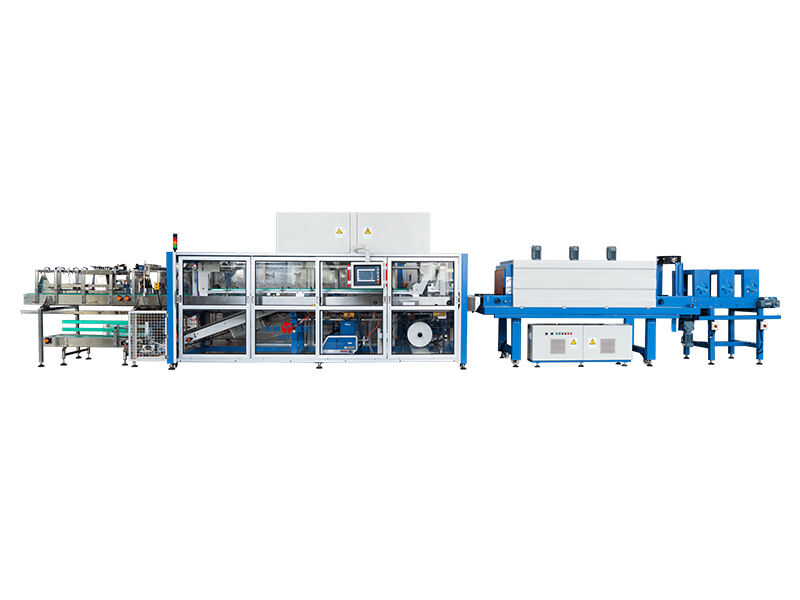
A shrink wrap machine food represents an essential piece of packaging equipment designed specifically for the food industry, offering comprehensive solutions for protecting, preserving, and presenting food products. This sophisticated machinery utilizes advanced heat-shrinking technology to create tight, secure packaging around various food items, ensuring optimal freshness and extended shelf life. The shrink wrap machine food operates by applying controlled heat to specialized plastic films, causing them to contract and form a protective barrier around products. Modern shrink wrap machine food systems incorporate cutting-edge temperature control mechanisms, precise film feeding systems, and automated sealing capabilities that deliver consistent results across different product types. These machines accommodate diverse food categories, from fresh produce and baked goods to frozen items and processed foods. The technological framework of a shrink wrap machine food includes digital temperature displays, variable speed controls, and safety features that prevent overheating or film damage. Advanced models feature programmable settings that allow operators to customize packaging parameters for specific food products, ensuring optimal protection while maintaining product integrity. The shrink wrap machine food typically consists of a conveyor system, heat tunnel, sealing mechanism, and film unwinding station, all working in synchronized harmony to deliver professional packaging results. These machines support various film types, including polyethylene, PVC, and biodegradable options, accommodating environmental sustainability requirements. The precision engineering behind shrink wrap machine food technology ensures uniform heat distribution, preventing hot spots that could damage sensitive food products. Quality control sensors monitor packaging consistency, automatically adjusting parameters to maintain optimal shrink quality throughout production runs. The robust construction of industrial shrink wrap machine food units enables continuous operation in demanding commercial environments, supporting high-volume packaging requirements while maintaining energy efficiency standards.