beverage canning line
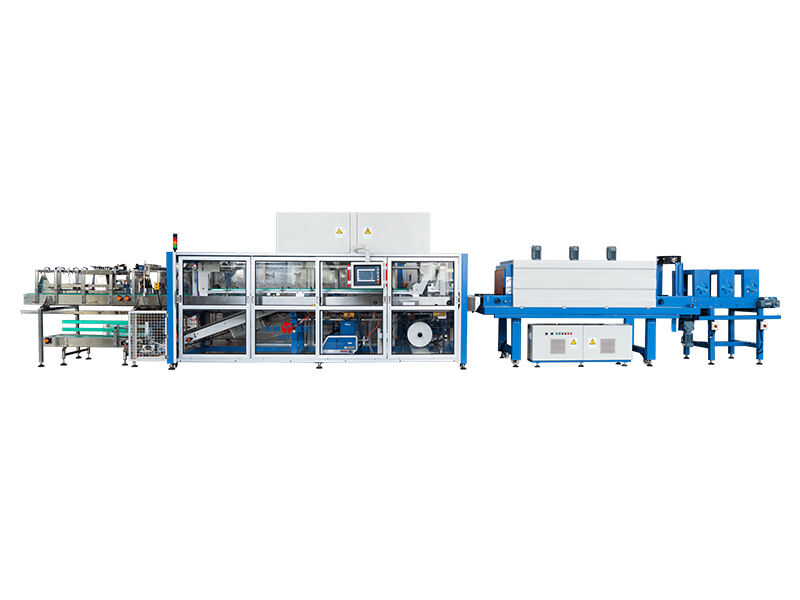
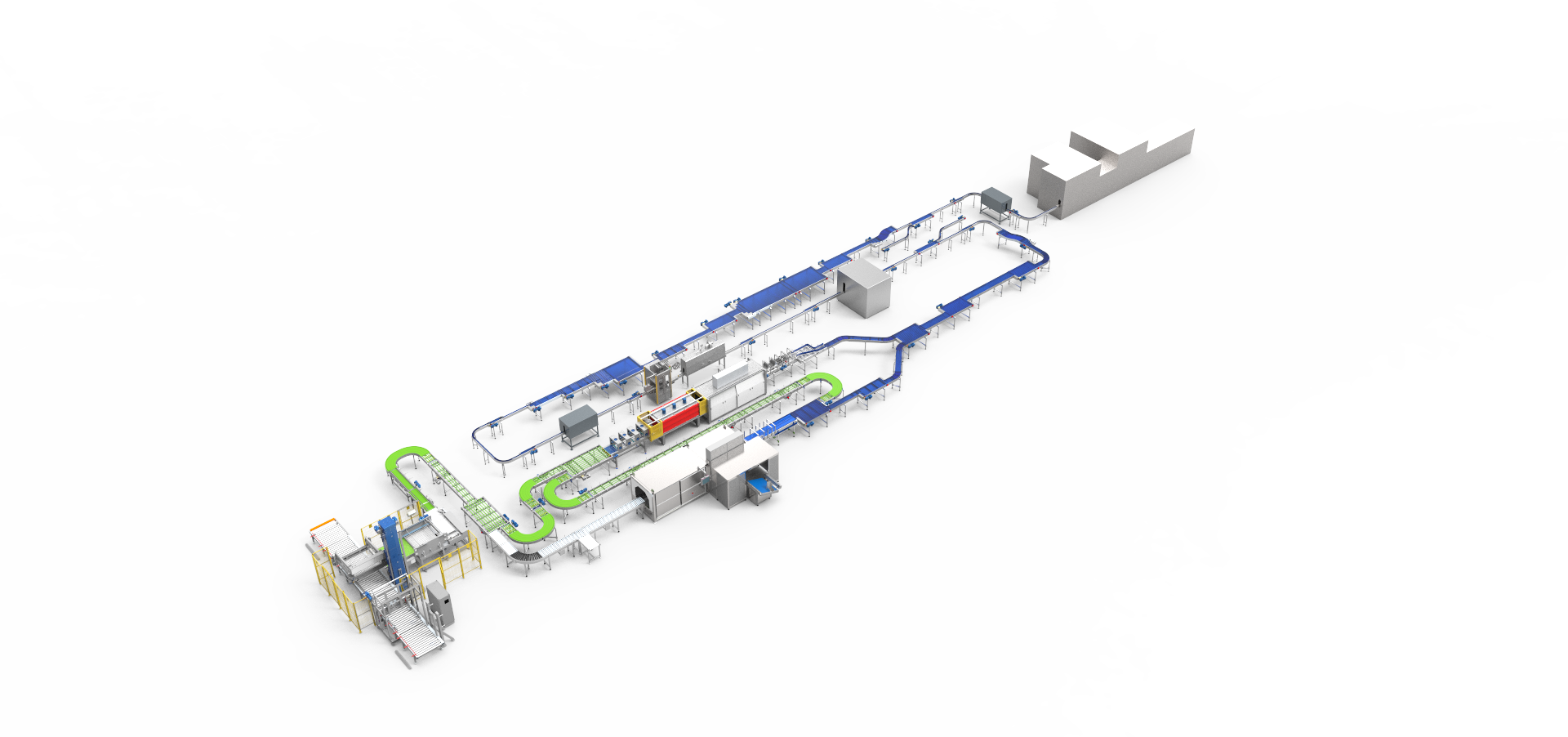
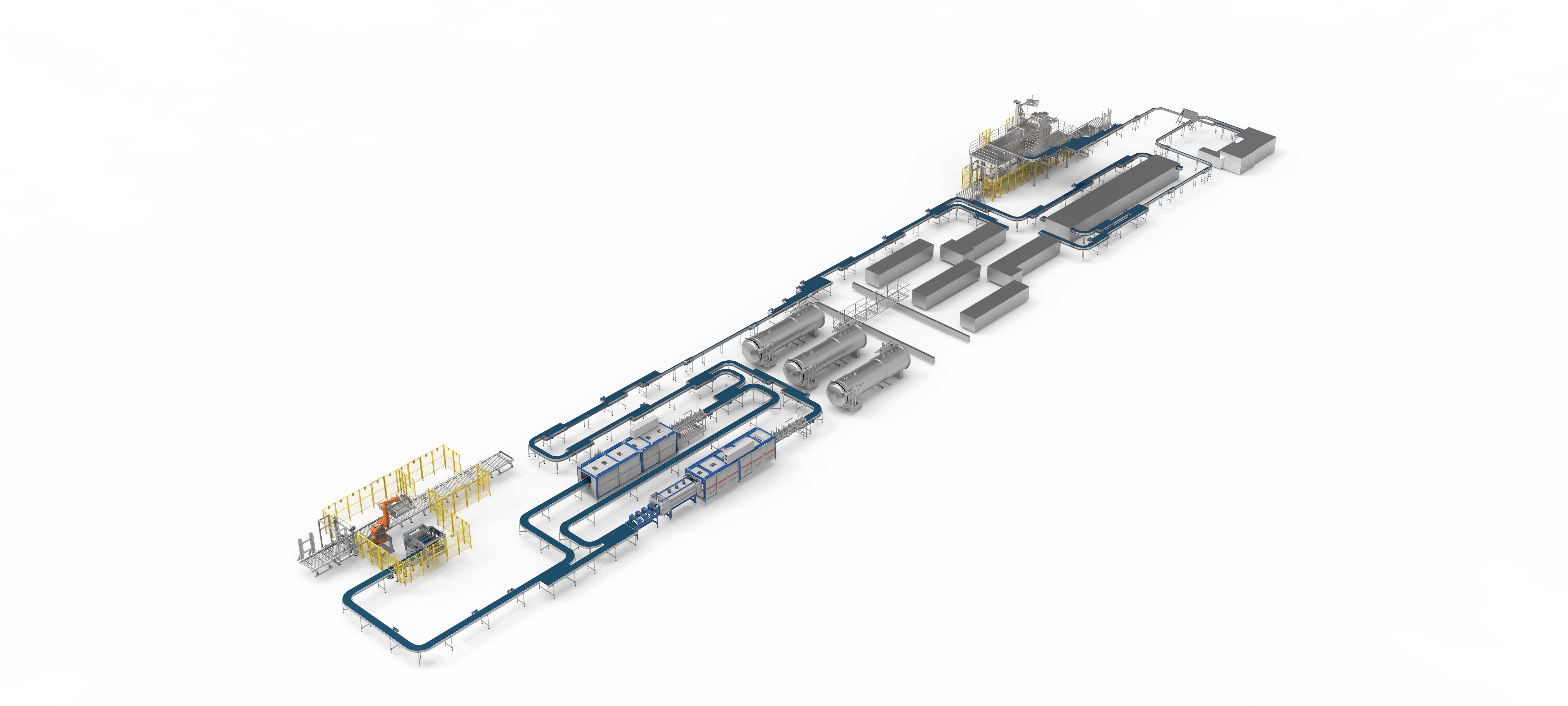
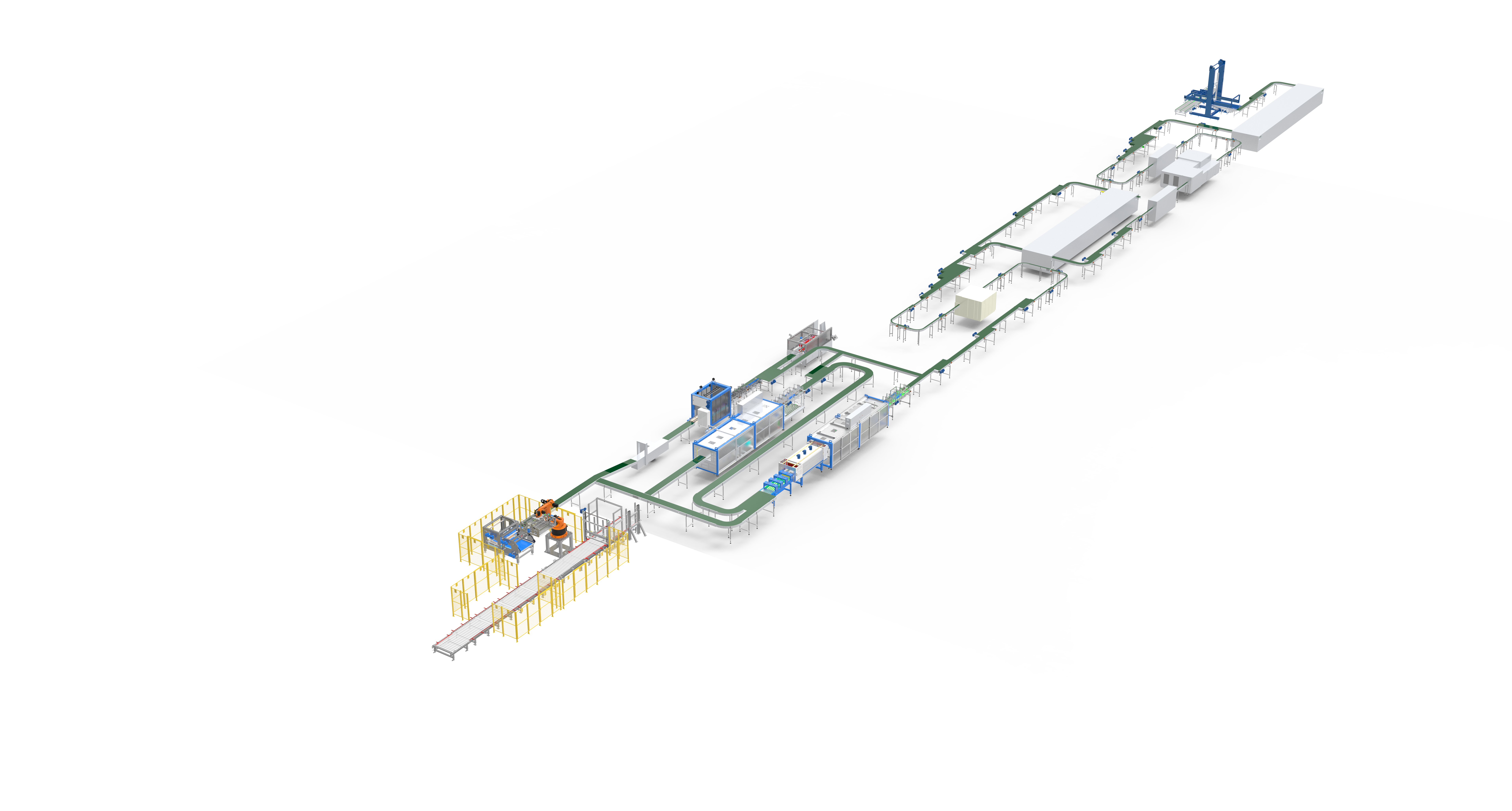
The beverage canning line represents a sophisticated automated system designed to efficiently package various liquid beverages into aluminum cans with precision and speed. This comprehensive production system integrates multiple specialized machines and components that work seamlessly together to transform liquid beverages from storage tanks into sealed, labeled, and packaged canned products ready for distribution. At its core, the beverage canning line encompasses several critical stages including can depalletizing, rinsing, filling, seaming, coding, inspection, and packaging. The system begins with empty cans being automatically fed from pallets onto a conveyor system where they undergo thorough cleaning to remove any contaminants or debris. Following the cleaning process, cans move to the filling station where precise volumetric dispensing ensures consistent product levels while maintaining optimal fill accuracy. The technological features of modern beverage canning line equipment incorporate advanced sensors, programmable logic controllers, and human-machine interfaces that enable operators to monitor and control every aspect of the production process. Temperature control systems maintain product quality during filling operations, while nitrogen dosing capabilities help preserve flavor profiles and extend shelf life. The seaming process utilizes double-seam technology to create hermetic seals that protect product integrity and prevent contamination. Quality control mechanisms include automatic reject systems for improperly filled or sealed containers, ensuring only products meeting strict standards proceed to final packaging. Applications for beverage canning line systems span across diverse market segments including carbonated soft drinks, energy drinks, craft beer, ready-to-drink coffee, tea beverages, fruit juices, and functional beverages. These versatile production lines accommodate various can sizes ranging from small 8-ounce containers to larger 16-ounce formats, providing manufacturers flexibility to meet different market demands. Modern beverage canning line configurations support production capacities from small-scale craft operations processing hundreds of cans per minute to high-speed industrial facilities capable of handling thousands of units hourly.